

Как заменить направляющие втулки клапанов
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.
Замена втулок
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
- в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
- слышно характерное постукивание со стороны головки блока;
- при полной замене комплекта клапанов;
- капремонт головки блока.
Инструмент для выпрессовки
Выпрессовка втулок
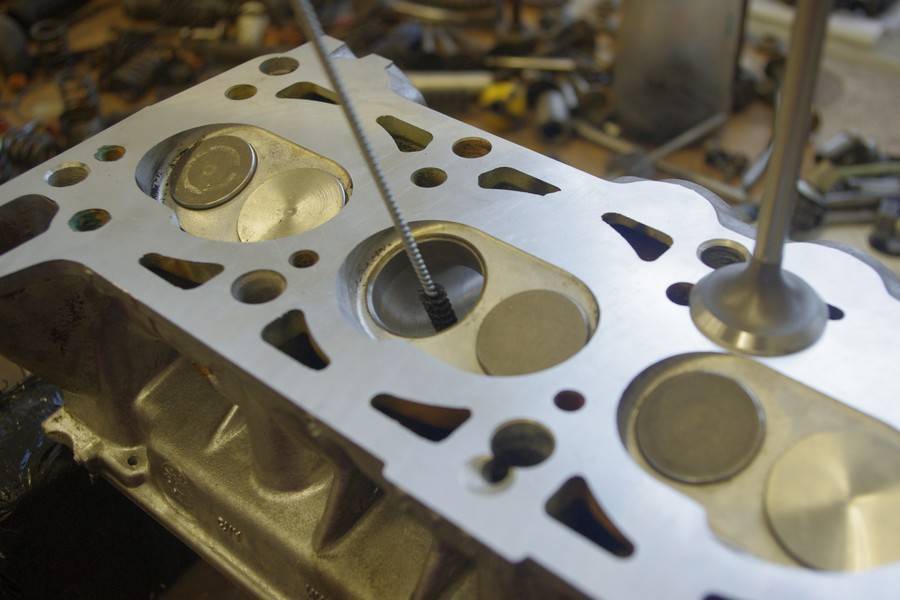
Наиболее популярным методом выпресовки является ударный. Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
Перед выбиванием втулок, необходимо нагреть головку примерно до 100-120С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.
Сборка механизма
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.
ktonaavto.ru
Направляющие клапанов Kolbenschmidt
По данным деталям я предпочитаю работать с двумя производителями. Metelli (Италия) и Kolbenschmidt (Германия). Долгое время я работал с итальянским производителем, но проблема оказалась в логистики и наличие деталей на складах. С немцами такого не бывает. Вот уже на протяжении нескольких лет они всегда есть живьем. Немецкие направляющие клапанов номерные, то есть на каждой направляющей выбит каталожный номер детали
Это немаловажно, поскольку все направляшки похожи как близнецы, это очень хороший отличительный момент
Установка
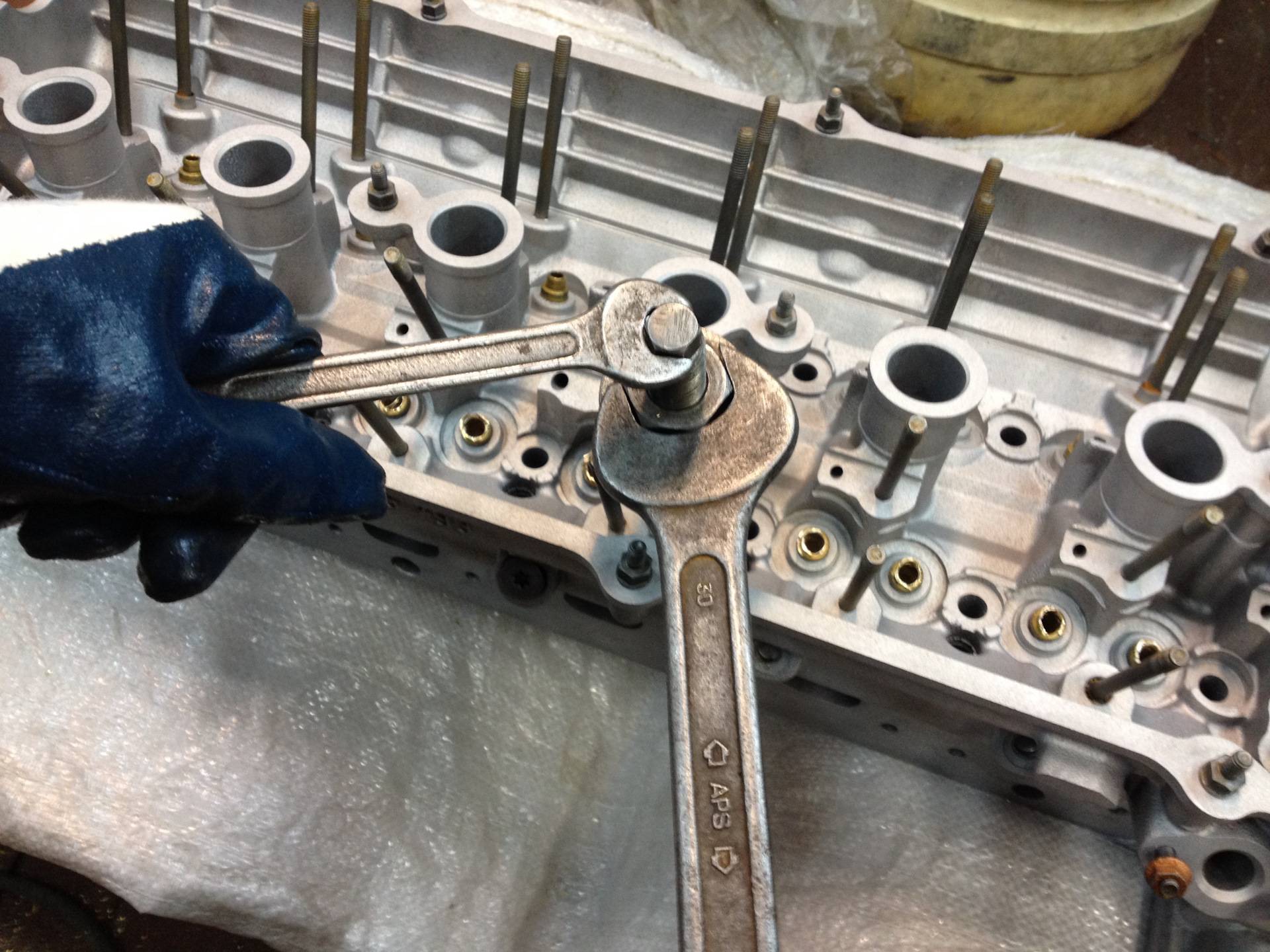
Сильно долго и много тут говорить я не буду. Демонтаж направляющих из ГБЦ возможен молотком с помощью специальной оправки. Предварительно или вся гбц или один канал клапана нагреваются. В своей мастерской, обычно я делаю это при помощи мощного строительного фена. Монтаж только запрессовкой, опять же с помощью специальных приспособлений. НИКАКОГО ударного инструмента. Как было сказано выше, направляющие клапанов сделаны из чугуна, это хрупкий материал. От удара будут микротрещины, и вы потом замучаетесь менять МС колпачки, ломать голову и искать, куда же уходит масло.
Важный момент, это развертка направляющих, после запрессовки. К большому сожалению, в папуас-сервисах и у некоторых «великих мотористов», очень похабное отношение к гбц классики и нивы. Формулировка: это в любом виде будет работать. Как правило, развертка на 8 мм служит в этих фирмах, уже несколько лет и как следствие не режет, а скорее давит стенки. Между тем, чугун очень быстро тупит режущие кромки у инструмента и как правило после десятка гбц, развертка уже «садится». Результат – большой зазор и качество рабочей поверхности, как после сверла, а должно быть «почти зеркало»
Обратите на это внимание. Зазоры, по которым я работаю, были взяты из методички Фиата, написанной для автоВАЗа
Они должны быть 8.02-8.04. Для впускных клапанов и для выпускных клапанов, суммарный зазор клапан-направляшка на сотку отличается, но это не принципиально.
Размеры направляющих втулок клапанов ваз 2108
Осмотр и дефектовка частей Примечания Параметры пружин клапанов для определения их упругости.
Наружная пружина: высота в свободном состоянии 45,2 мм
высота под нагрузкой 26,0+1,7 кгс 33,7 мм
высота под нагрузкой 46,2+2,4 кгс 24,7 мм
Внутренняя пружина: высота в свободном состоянии 34,1 мм
высота под нагрузкой 9,0+0,8 кгс 29,7 мм
высота под нагрузкой 27,5+1,5 кгс 20,7 мм.
а – седло впускного клапана б – седло выпускного клапана I – новость седло Ii – седло дальше ремонта
Величина зазоров между клапаном и направляющей втулкой, мм: номинальный промежуток для впускных клапанов 0,022-0,055
номинальный промежуток для выпускных клапанов 0,029-0,062
предельно допустимый промежуток для впускных и выпускных клапанов 0,3
Если промежуток меньше предельно допустимого, попробуйте заменить клапан. Если промежуток преувеличивает предельно допустимый, подмените направляющую втулку.порядо. Осуществления 1. Вымойте части головки блока в бензине, протрите и просушите их. 2. Очистите камеры сгорания от нагара. Исследуйте головку. Если на ней есть трещины или последствия прогара в камерах сгорания, подмените головку. 3. Измерьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого установите металлическую линейку ребром на плоскость головки по центру вдоль, а далее по диагоналям и замерьте щупом промежуток между плоскостью головки и линейкой. Подмените головку, если промежуток превысит 0,1 мм. 4. Очистите нагар с клапанов. Это можно исполнять подходящим металлическим приспособлением.








6. Дефекты рабочей фаски клапанов, которые невозможно вывести притиркой, можно прошлифофать на особом станке. При шлифовке стоит выдержать размеры, заданные на рисунке. В скобках даны отличающиеся размеры для двигателя Ваз-21083 (см. примечания)..
5. Исследуйте клапаны. Подмените клапаны со следующими дефектами: глубокие риски и царапины на рабочей фаске, трещины, деформация вала клапана, коробление тарелки клапана, последствия прогара. Неглубокие риски и царапины на рабочей фаске можно убрать притиркой клапанов. 7. Измерьте положение пружин клапанов. Искревленные, поломанные или имеющие трещины пружины подмените. Измерьте упругость пружин. Для этого проверьте высоту пружин в свободном состоянии, а далее под двумя различными нагрузками. Если пружина не соответсвует требуемым параметрам, подмените ее (см. примечания).
Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.

Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.

Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.

Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Замена седел клапанов своими руками видео
Для чего нужна направляющая втулка
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Причины и последствия деформации
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого
Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Рекомендуем: Как самостоятельно развальцевать тормозную трубку
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.









Почему гильзы могут выйти из строя
Основной причиной выхода из строя направляющих втулок является их износ. В результате увеличивается расход смазочной жидкости, так как люфт деталей приводит к быстрому выходу из строя маслосъёмного колпачка и масло просачивается в камеру сгорания. В результате наблюдается образование нагара, нарушение температурного режима работы мотора, увеличение токсичности отработанных газов и поломка катализатора (если он в машине есть).
Это интересно: Утепление двигателя

Изношенные втулки клапанов ВАЗ 2106
Своевременная замена моторного масла и правильная эксплуатация ДВС автомобиля позволяет продлить срок службы втулок и менять их каждые 180–200 тысяч километров пробега. Однако из-за зазоров клапанов и несоответствия моторного масла рекомендуемым нормам может произойти боковой износ втулок и снижение подвижности клапанов по оси штока из-за увеличения радиальной нагрузки на него. По этой причине после смены маслосъёмных колпачков обязательно проводят корректировку зазора в направляющих втулках. При слишком большом зазоре и выявлении люфта втулки в обязательном порядке меняют.
Как определить, что произошел износ направляющих втулок?
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля
Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны
Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля
Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
- С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.
Набор из Нутромера и микрометра для определения износа втулок
- С использованием индикатора часового типа со специальной стойкой (микрометрический нутромер или нутромер индикаторного типа). Если полученное значение зазора выходит за обозначенные в мануале пределы, то берётся новый клапан и повторяется процедура замеров. Если же и во втором случае зазор вышел за рамки допустимого, значит, запчасти идут под замену.
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Если ножка клапана продолжит «гулять» в направляющей, то разрушатся и сальники. Они изготовлены из относительно мягкого материала, но при чрезмерных нагрузках он затвердевает. В результате даже при небольшом смещении стержня может произойти разрушение сальника. Результат – масло попадает в камеры сгорания, появляется сильный нагар, увеличивается уровень вредных выбросов.
На втулке более всего изнашивается внутренняя поверхность. Заметным износ становится при достижении пробега в 150 тыс. км и более. Но если вы используете низкокачественные марки масел, то ресурс элементов становится еще меньше.
Проверить степень износа можно двумя способами:
- При помощи двух измерительных приборов – нутрометра и микрометра. Они позволяют измерить минимальное значение диаметра (внутреннего) втулок. Кроме того, с их помощью вы можете произвести замер максимального диаметра части хода стержня клапана. По сути, разность между этими двумя значениями и является значением износа. Обязательно только перед началом измерений очищайте все элементы от грязи и пыли, масла. Это позволит существенно увеличить точность и уменьшить погрешность.
- С помощью специального часового индикатора, установленного на стойке. Это может быть индикаторный или микрометрический нутрометр. В том случае, если зазор большой, необходимо установить новый клапан и произвести повторную проверку. Если и в этот раз зазор зашкаливает, то придется менять направляющие.
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь.
Что такое головка блока цилиндров
Головка блока цилиндров – важный и сложный узел конструкции двигателя. Она представляет собой крышку, которая закрывает и защищает блок цилиндров: камеры сгорания, каналы системы смазки, основные части ГРМ и др. Изготавливается она из легированного чугуна или сплава алюминия.
ГБЦ автомобиля ВАЗ 2112
Головка на ВАЗ 2112 имеет следующее строение и соответственно функции:
- крышка, предназначенная защищать блок цилиндров от внешних воздействий;
- в месте крепления крышки к блоку цилиндров находится резиновая прокладка, служащая для герметизации;
- в передней части блока, расположен привод распредвала и натяжитель цепи;
- камеры сгорания;
- резьбовые отверстия для форсунок и свечей зажигания;
- в корпусе головки также есть отверстия, в которых крепятся входной и выходной коллекторы.
В верхней части головки есть место, где размещаются втулки, клапанные пружины, опорные шайбы и распредвалы. Отведено место и для ГРМ.
Толкатели
Усилия от кулачков распределительного вала к клапану или штанге передают толкатели. Они же воспринимают и боковые усилия, возникающие при вращении кулачков распределительного вала. Толкатели подвергаются действию переменных нагрузок, имеющих динамический характер, следовательно, должны иметь износостойкие рабочие поверхности и малую массу. Для уменьшения массы толкатели выполняют пустотелыми.
В двигателях с нижним расположением клапанов применяются тарельчатые толкатели со сферической опорной поверхностью. Кулачок распределительного вала касается опорной части толкателя сбоку от оси стержня и имеет небольшую конусность. Благодаря такому устройству толкателя и кулачка толкатель вращается во время вращения распределительного вала, что обеспечивает равномерный износ опорной поверхности. Для регулировки тепловых зазоров в стержень толкателяввернут регулировочный болт с контргайкой.
У двигателей с верхним расположением клапанов и нижним расположением распределительных валовтолкатели выполнены в виде пустотелого поршня, внутрь которого входит штанга. Нижний конец штанги смазывается маслом, стекающим по штанге. В толкателе имеется отверстие, через которое вытекающее масло смазывает направляющие втулки и кулачки распределительного вала. Таких отверстий может быть два. Торец толкателя, контактирующий с кулачком, наплавлен отбеленным чугуном, сами толкатели стальные. Для равномерного износа опорная часть толкателя делается сферической, а кулачок имеет конусность, что приводит к вращению толкателя во время работы двигателя.
Рычажные подвесные толкатели применяют на двигателях дизелей. В приливах толкателя установлена ось ролика, на которой в игольчатом подшипнике вращается ролик. Ролик при работе двигателя катится по поверхности кулачка распределительного вала. У этих толкателей трение скольжения заменено на трение качения, что способствует уменьшению износа толкателя и поверхности кулачка вала.
При верхнем расположении клапанов и распределительного вала (двигатели автомобилей ВАЗ-2110, -2111, -1111 и -11113) толкателиимеют форму стакана, в перевернутом виде надетого на клапан. В наружном днище толкателя выполнено кольцевое углубление для укладки регулировочных шайб, подбором толщины которых регулируется тепловой зазормежду толкателем и кулачком распределительного вала.
На двигателях ЗМЗ-4061 и -4063 автомобилей «ГАЗель» и на двигателях автомобилей ВАЗ-2112 применены гидротолкатели. Эти двигатели имеют распределительные валы для впускных и выпускных клапанов. Каждый цилиндр имеет по два впускных и два выпускных клапана. Над каждым клапаном располагаются гидротолкатели. Гидротолкатели стальные, выполнены в виде цилиндрического стакана с плунжерной парой и шариковым обратным клапаном. На наружной поверхности стакана имеются кольцевая канавка и отверстие для подвода масла внутрь толкателя из магистрали головки блока цилиндров. Наружная поверхность и торец толкателя нитроцементированы. Толкатели устанавливаются в отверстиях головки блока цилиндров. Гидравлические толкатели исключают необходимость регулировки зазора между толкателями и клапанами.
а—тарельчатый со сферической опорной поверхностью; б—цилиндрический (поршневой); в—рычажно-роликовый;1 — распределительный вал; 2—кулачок; 3—толкатель; 4— регулировочный болт; 5— контргайка; 6—штанга; 7—отверстие для слива масла; 8—пята; 9—ролик; 10—игольчатый подшипник; 11 — ось ролика; 12—втулка; 13—вилка толкателя.
Механизм привода клапанов при верхнем расположении клапанов и распределительного вала:
1— головка цилиндров; 2 — клапан; 3 — толкатель; 4 — корпус подшипников распределительного вала; 5 — распределительный вал; 6 — регулировочная шайба; 7 — маслоотражательный колпачок; А — зазор между кулачком и регулировочной шайбой
1-корпус, 2-гидрокомпенсатор, 3-плунжер, 4-клапан гидрокомпенсатора, 5-пружина гидрокомпенсатора.
Во время работы двигателя масло под давлением из системы смазки поступает в корпус, отжимает клапан и заполняет гидрокомпенсатор и плунжер.
Когда двигатель не работает давления масла нет.
Плунжер может отойти от стержня клапана. Пружина компенсатора расправится, компенсатор прижмет к низу корпуса, а плунжер к стержню клапана, следовательно зазора нет. Тепловой зазор устанавливается между плунжером и днищем корпуса – автоматически. Первый раз применился в ЗМЗ-406.









Выводы
Замена направляющих втулок клапанов на 16-клапанном ВАЗ-2112 дело довольно тяжелое и непростое, поэтому рекомендуется для проведения этой операции обратиться в автосервис
Конечно, особое внимание следует обратить на качество изделий. Как показывает практика, попадаются втулки с деформациями и заводскими браками
Всем привет!
Давно не писал ничего, неделю наверное, надо побаловать вас и себя, завертелся я с доработками своего двигателя, так что не серчайте, всё делается чтобы потом поделиться с вами))))
Сегодня расскажу как проще и без всяких специальных инструментов типа развёртки, развернуть, или если забили не много направляющий при его запрессовки в ГБЦ, и клапан уже не лезет в него. Как внутреннею поверхность направляющего восстановить? Причём это способ привлекателен тем, что вам не надо ловить размеры впускного, или же выпускного клапана идеально по инструкции к ремонту и не надо бежать искать, покупать развёртку, которую бывает днём с огнём не найдёшь)Не буду вдаваться в подробности, какой должен быть диаметр стержня клапана, или же диаметр отверстия в направляющем, но выпускной клапан должен чуть больше иметь зазор в направляющем, чем впускной клапан, всё дело в тепловых зазоров, которые рекомендованы заводом производителем!
Как без развёртки сделать предельно допустимые зазоры клапана в направляющем? Всё очень просто! Берём старый клапан, ведь при замене их, у нас всегда появляются “старые”))))Берём болгарку, очень желательно использовать отрезной круг толщиной 1 мм.
, или 1. 2 мм. , не толще!
И делаем ровно, разделив на три стороны клапан, три надреза! Надрезы стараемся сделать косыми, как у обычного сверла! Вот так например сделал я:
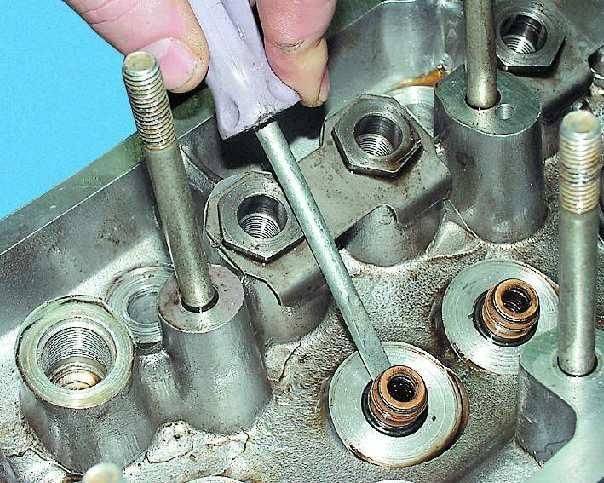
Надеюсь по многочисленным фото всё становится ясно, что у нас получилось из этого=) А получилась у нас самодельная развёртка))))Берясь пальцами за шляпку клапана, это так сказать наша рукоятка, и вставляя этот клапан в направляющий, с круговыми движениями начинаем разворачивать наш направляющий!
И клапан у нас как родной входит в направляющий, после него вставляем новый, за сухариваем и радуемся новым клапанам=)
Замечательно в этом способе разворачивания то, что мы разворачиваем таким образом направляющий СТРОГО под его размер, если при обычной развёртке мы можем слишком сильно развернуть и клапан будет иметь слишком большой люфт, то разворачивая клапаном, мы идеально попадаем в предельно допустимый размер, так как клапан уже имеющий свой размер, больше отверстие не сделает, а сделает его строго под себя)Что только Русские люди не придумают, чтобы обойти и систему — государство, и чтобы сократить себе время, деньги и нервы, вот она Русская смекалка)))) Не зря у нас даже в сказках печки ездят, и с щуками умеем разговаривать! =)Всего доброго!
P.s.
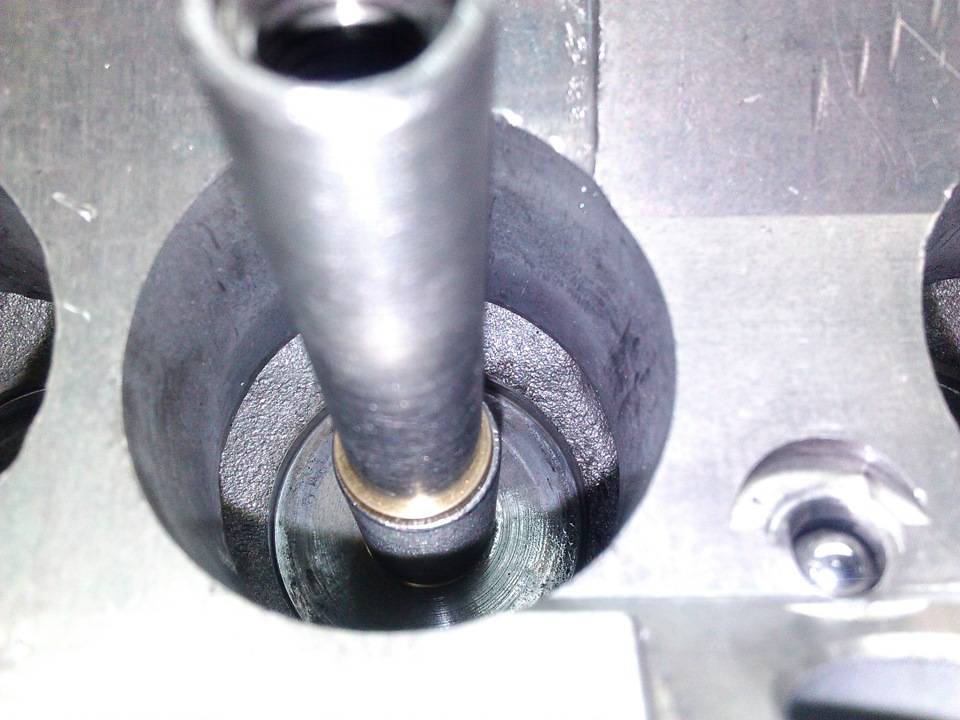
Надо сделать такие две развёртки, одну из выпускного клапана, другую из впускного, так как не забываем, что они по диаметру и зазору должны быть разные! Разворачиваем направляющим именно тем клапаном, какой там должен стоять! То есть если вам надо развернуть выпускной, то и берём развёртку из выпускного клапана=)P.s. №2Чтобы не писали комментария от балды, что типа будут зависать клапана, или это всё фигня и т.д. Вот вам фото!
На фото я показываю, где происходит износ клапана, а там где мы делаем насечки, и это место собственно разворачивает направляющий, это место не изнашивается никогда, оно имеет 100% размер толщины нового клапана! То есть разворачивая вы получаете отверстие идеальное, со всеми допусками по зазору! Так что не пишите ерунды люди! Вы даже не попробовали, а я таким способом не один ДВС сделал, и не какие клапаны не зависают при прогреве!





