

Поиск места неисправности
Первичная диагностика проводится без разборки двигателя. Если принято решение на капитальный ремонт, то в этом особой необходимости нет, поскольку неисправность достаточно легко обнаружится по визуально различимым признакам.
Магнитнопорошковая проверка
Ферромагнитный порошок, нанесённый на поверхность детали в подозрительном месте, покажет неоднородность металла при помещении в магнитное поле.
Поле создаётся постоянными магнитами при поднесении их в контролируемую зону. Частички порошка или мелкой стружки начинают концентрироваться вблизи трещины, визуализируя дефект.
Проверка водой
Если залить в систему охлаждения воду и подать некоторое избыточное давление, то она начнёт просачиваться через трещины. На сухой поверхности это хорошо видно. Вместо воды можно использовать отработанный антифриз, обладающий более высокой текучестью.
Диагностика давлением
Наиболее часто применяемый способ заключается в опрессовке деталей. Это означает нагнетание воздуха высоким давлением в систему, где перекрыты все естественные каналы. Газ можно подкрасить для лучшей визуализации при помощи автосервисного дымогенератора.

Повреждения деталей ЦПГ и их причины
При работе ДВС в системе поршень-гильза происходят обратно-поступательные движения с высокими значениями скоростей, а также огромными нагрузками. Ненадлежащее техническое обслуживание может привести к ускоренному износу элементов и вызвать частичную техническую неисправность двигателя или вовсе полный отказ.
В большинстве случаев диагностика позволяет выявить лишь малую часть проблем. Определить техническое состояние и причины поломки можно при осмотре отдельных компонентов, что поможет сделать приведенная ниже информация.
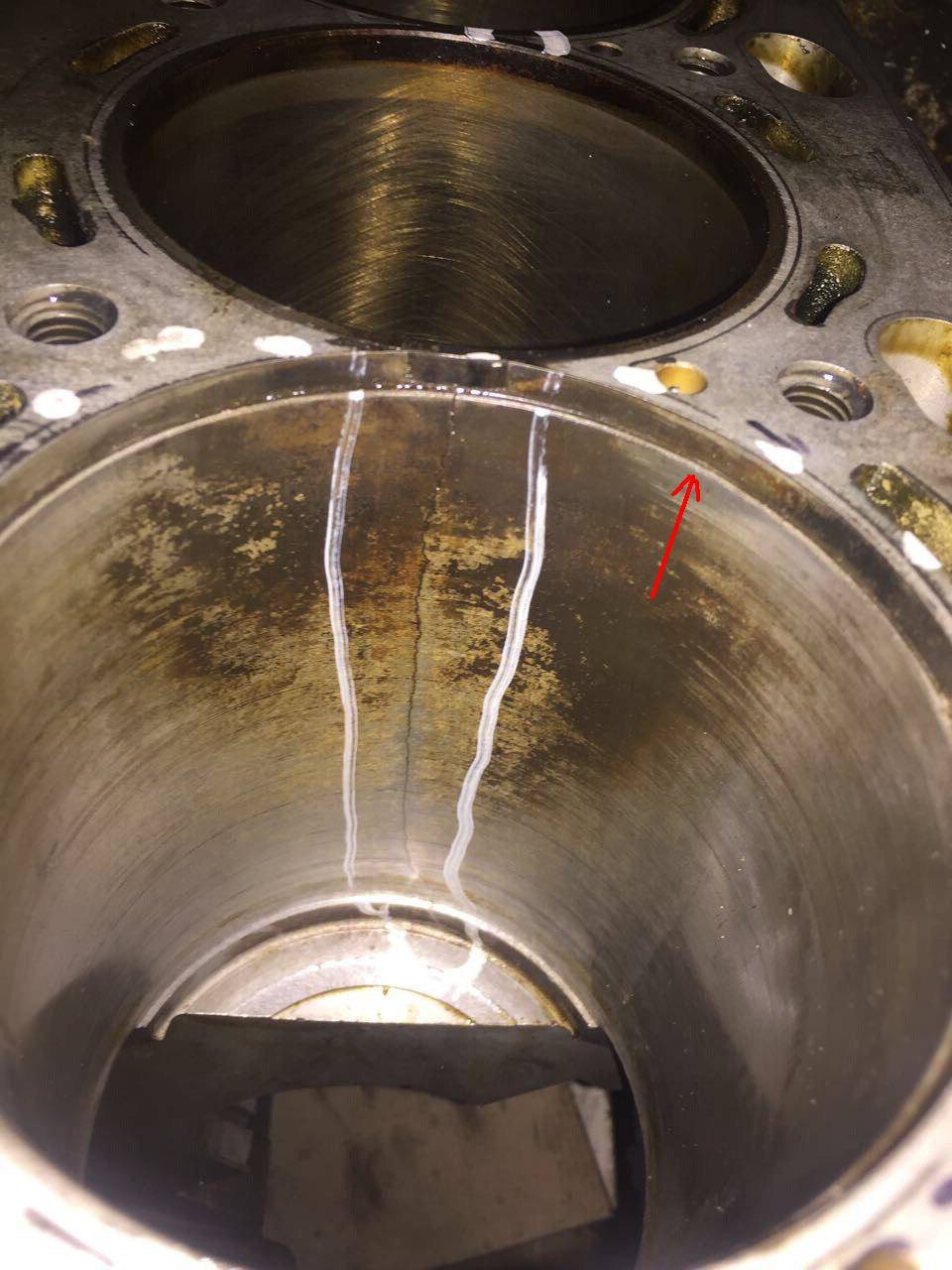
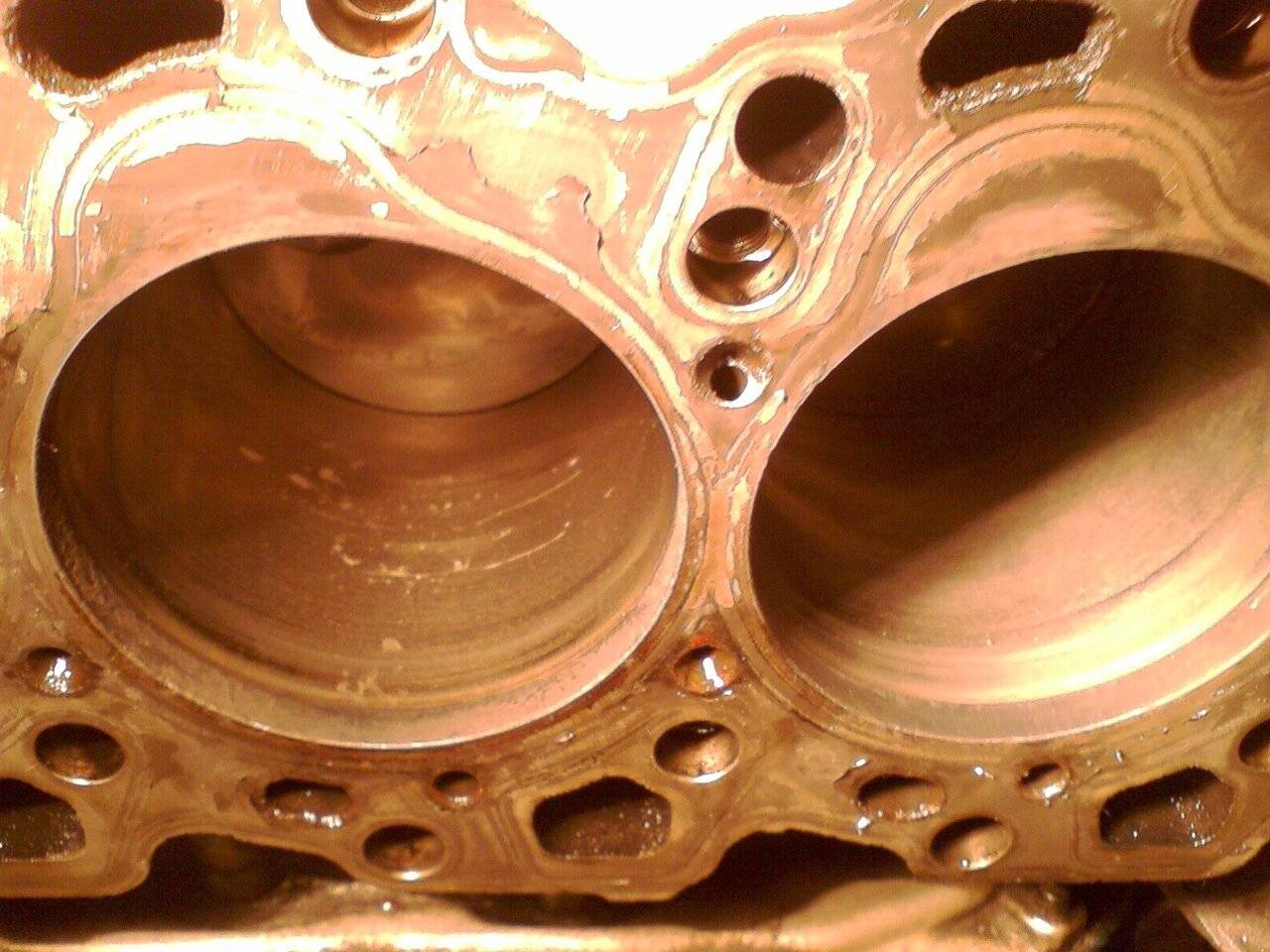
Повреждения гильзы цилиндра
Деформация цилиндра

- Неравномерная или ненадлежащая затяжка головки блока
- Ненадлежащее состояние поверхностей головки и блока
- Грязная или повреждённая резьба крепежа головки блока
- Несоответствующая прокладка головки блока
- Отложения в системе охлаждения
- Некачественная посадка бурта гильзы, несоответствующее выступание гильзы, ненадлежащее состояние нижнего посадочного места гильзы
- При сухих гильзах слишком слабая посадка гильзы так же вредна, как и слишком тугая
- В посадочных местах блока при сухих гильзах возникает контактная коррозия, посадочное место должно быть тщательно обработано для обеспечения прилегания гильзы по всей площади.
- Отдельно стоящие цилиндры воздушного охлаждения должны быть строго параллельны блоку и головке, при единой головке цилиндры должны быть одинаковой высоты, очень важна исправность воздуховодов.
Отрыв бурта гильзы цилиндра
- Некачественно обработано посадочное место гильзы в блоке
- Не соблюдены предписанные порядок и моменты затяжки
- Применены прокладки несоответствующей толщины
Кавитация
- Не соблюдён зазор поршень/цилиндр (установлены б/у поршни)
- Ненадлежащая посадка гильзы в блоке
- Пониженное давление в системе охлаждения
- Ненадлежащее качество охлаждающей жидкости
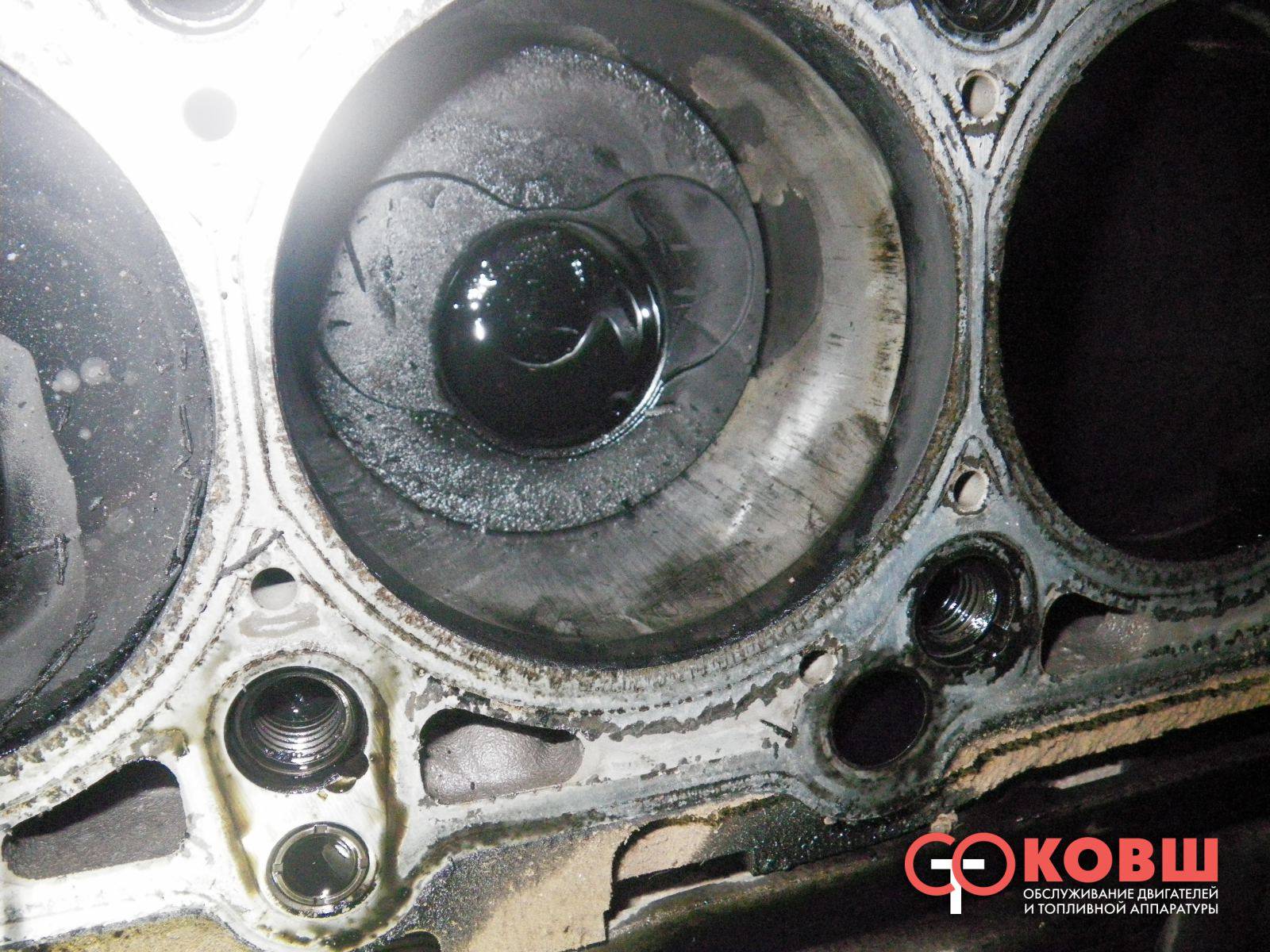
Повреждения поршня
Эрозия материала на днище поршня (дизельный двигатель)
- Неисправная форсунка
- Неисправный нагнетательный клапан в топливном насосе высокого давления
- На форкамерных двигателях — дефект форкамеры
Эрозия на днище и жаровом поясе поршня (бензиновый двигатель)
Качество топлива не соответствует степени сжатия двигателя, бензин в дизельном топливе, масло в камере сгорания
- Ненадлежащий угол опережения зажигания Негерметичные выпускные клапаны
- Значительное количество нагара в камере сгорания
- Слишком высокая температура впускного воздуха, общий перегрев
Прихват от перегрева, в основном на головке поршня
- Эксплуатация необкатанного двигателя с высокими нагрузками
- Повышенная температура в камере сгорания из-за неисправности системы питания
- Неисправность системы охлаждения
Разрушение перемычек между канавками поршневых колец (дизельный двигатель)
- Неисправная форсунка
- Низкая компрессия в цилиндре
- Дефект форкамеры
- Неправильное или чрезмерное пользование пусковыми средствами
- Цилиндр при неработающем двигателе заполнился водой или топливом (гидроудар)
Трещины на днище и вокруг камеры сгорания в поршне
- Неисправность системы питания
- Дефект форкамеры
- Перегрев двигателя
- Неисправность моторного тормоза
Износ поверхностей из-за избытка топлива в камере сгорания
- Избыток топлива в камере сгорания в дизеле из-за неисправности топливной системы
- Пониженная компрессия
- На дизелях ненадлежащий зазор между поршнем и головкой
Задиры при недостаточном зазоре между поршнем и цилиндром
- Ненадлежащая обработка блока при ремонте — диаметр цилиндра меньше допустимого размера
- Головка блока перетянута или затянута неравномерно, повреждена или загрязнена резьба на элементах крепления головки к блоку цилиндров, не смазаны опорные места для гаек и болтов в головке
- Имеются повреждения привалочных поверхностей блока цилиндров и головки блока
- Некачественная прокладка головки блока
- Деформация цилиндров из-за неравномерного охлаждения — накипь или грязь в системе охлаждения
- Не подготовлены посадочные места для гильз в блоке
- Нагружение двигателя без предварительного прогрева
Задиры на боковой поверхности поршня рядом с бобышками
- Нагружение двигателя без предварительного прогрева
- Деформация цилиндра при перегреве двигателя
- Недостаточный зазор между пальцем и бобышкой поршня
Сухой прихват на юбке (недостаток масла)
- Неисправность системы смазки или полное отсутствие масла в двигателе
- Недостаточное разбрызгивание масла из-за малого зазора в шатунных вкладышах
Задиры на поршне только с одной стороны
Воздушные и паровые пробки в системе охлаждения из-за выхода из строя термостата или водяного насоса, а также загрязнения в полости охлаждения в блоке, приводят к местному перегреву и прекращению охлаждения
Задиры на боковой поверхности (сухой прихват)
Неисправности системы охлаждения
Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.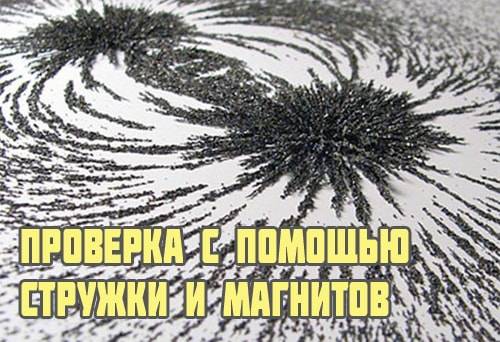
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше. Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.









Тосол в блоке цилиндров двигателя: причины и способы…
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта. Читать далее
Какой герметик лучше для двигателя автомобиля?
Виды герметиков для двигателя автомобиля: анаэробные, силиконовые, ремнотные. Принцип дейсвтия, отличия, сферы применения. Как выбрать лучший герметик. Читать далее
Последствия перегрева двигателя автомобиля
Почему возникает перегрев двигателя. Чего ожидать водителю и какие поломки могут возникнуть, если двигатель перегрелся. Что делать в случае перегрева ДВС. Читать далее
Эмульсия на щупе уровня масла: причины возникновения
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы. Читать далее
Разминусовка двигателя: зачем она?
В чем заключается и для чего необходима разминусовка силового агрегата. Основные преимущества данного решения, установка дополнительной массы своими руками. Читать далее
Блок цилиндров двигателя
Назначение блока цилиндров в конструкции ДВС. Разновидности, материалы и способы изготовления. Преимущества и недостатки блоков из чугуна и алюминия. Читать далее
Варианты диагностики проблемы
Чтобы сделать ремонт и устранить микротрещины, нужно быть полностью уверенным в том, что они есть. Рассмотрим несколько вариантов диагностики, которые можно провести дома.
Магнитно-порошковая диагностика
Метод является самым оперативным видом ремонта в обнаружении микротрещин. Заключается в следующем: со всех сторон установить магниты. ГБЦ сверху обсыпать металлической стружкой, она начнет перемещаться к магнитам, оставаясь на трещинах и вмятинах. Так, заметить трещинки не составит труда.
Металлическая стружка для диагностики
Диагностика при помощи жидкости
Чтобы проверить ГБЦ на наличие дефектов этим методом, понадобится специальная красящая жидкость.
- Поверхность головки тщательно промыть, для этого использовать ацетон, керосин или другой вид растворителя.
- Специальную жидкость нанести на очищенную поверхность и подождать несколько минут.
- Затем чистой тряпкой смыть остатки жидкости. Если на ГБЦ есть дефекты, то они будут видны невооруженным глазом.
Проверка давлением
Способ может быть реализован несколькими методами: с погружением головки цилиндров под воду и без него. Сделать проверку с погружением в воду:
- Если решили произвести диагностику с погружением головки цилиндров в воду, то нужно плотно закрыть все каналы контура верхней части агрегата, после чего поместить его в емкость и налить туда горячую воду.
- Затем в контур ГБЦ подать сжатый воздух и там, где появятся пузырьки, будут находиться микротрещины.
Оборудование для диагностики давлением
Метод без погружения блока в воду осуществляется для поиска дырочек в пробитых шинах:
- необходимо крепко закрыть все каналы контура ГБЦ.
- После этого на поверхность крышки головки следует налить мыльный раствор.
- В контур нужно подать воздух. Там, где на поверхности головки будет обнаружен дефект, появятся мыльные пузырьки.
Проверка водой
Метод не отличается от предыдущего. Разница только в том, что головку не нужно опускать в воду, а воду следует залить в нее:
- Все отверстия герметично закрыть.
- В канал налить воды побольше.
- Затем, используя обычный насос, нужно накачать воздуха в канал, чтобы сделать давление не менее 0.7 МПа.
- После необходимо дать постоять головке несколько часов. Если вода ушла, это свидетельствует о дефектах головки. Значит, без ремонта не обойтись.
Аргонная сварка поверхности
Ремонт трещин ГБЦ на дизеле
Способов устранения разломов много — все зависит от объема повреждения. В некоторых случаях блок лучше полностью заменить, чем пытаться его отремонтировать. Если повреждена гильза, то ее тоже меняют. Но здесь мы будем говорить о том, что делать, если деталь нужно именно отремонтировать.
Подготовка
Прежде всего дефект чугунного блока нужно зафиксировать. При помощи фрезы или отрезного абразивного круга на трещине проделываем канавку. Ее глубина не должна превышать 2 мм. Чтобы разрыв “не расползался”, засверливаем его по краям. Также трещину прихватываем штифтами или сваркой. Прихватку нужно сделать минимум в 2 местах.
Теперь обрабатываемой поверхности нужно придать необходимую для сцепления шероховатость. Лучше всего подойдет абразивный состав К-00-04-16. Абразивный порошок наносим на поверхность под давлением, пока не будет достигнута нужна степень адгезии. Для этого применяем абразивоструйный аппарат СД-6. Использовать его нужно на третьем режиме.
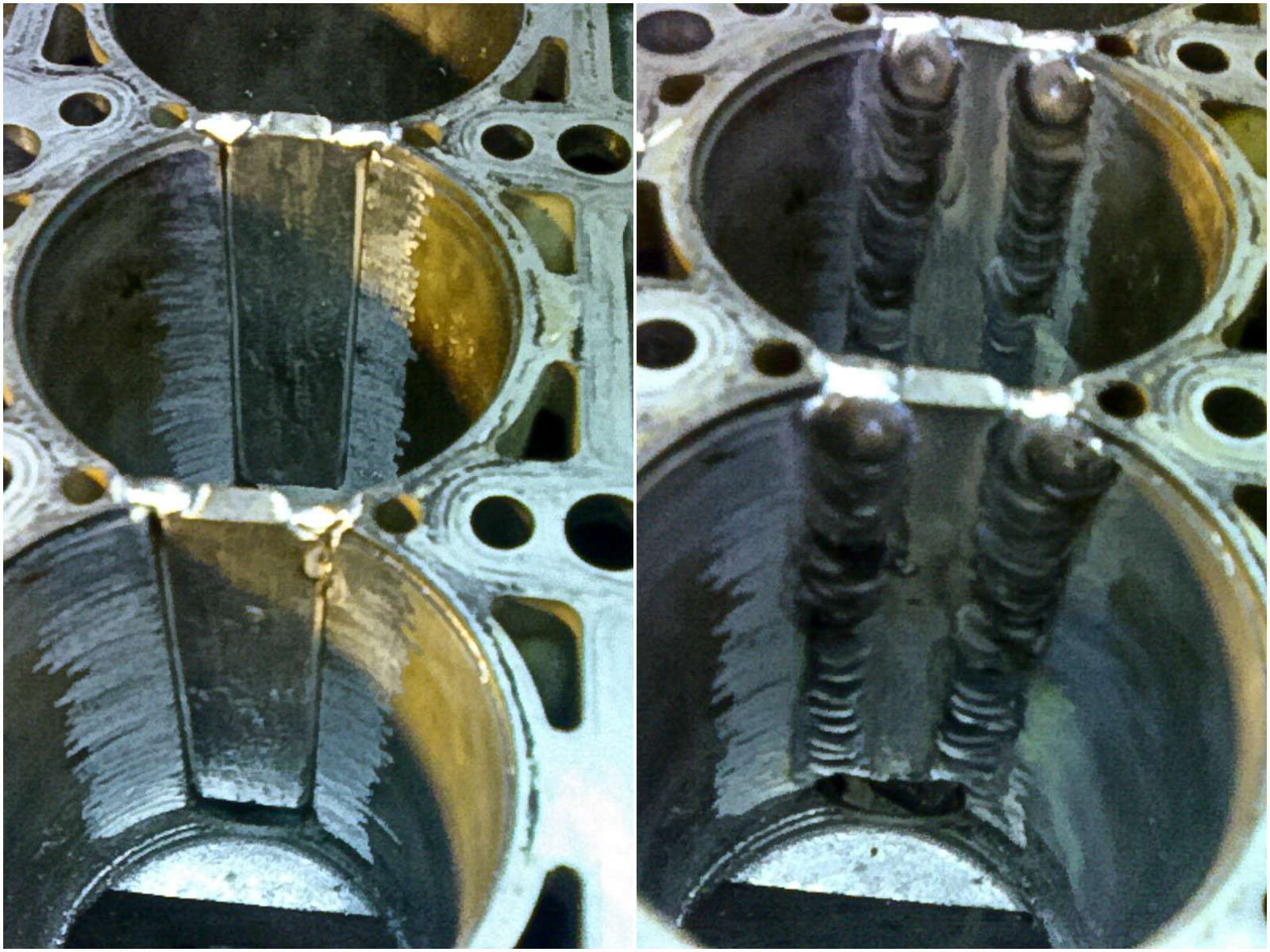
Сварка
Этот способ – самый распространённый, но важно чётко соблюдать регламент. Если при сварке допустить ошибку, при работе мотора швы разойдутся. Перед сваркой засверливаем концы разлома — так предотвратим его “расползание”
Засверливаем под углом 90 градусов
Перед сваркой засверливаем концы разлома — так предотвратим его “расползание”. Засверливаем под углом 90 градусов.
БЦ предварительно разогреваем до 650 градусов. Потом накладываем сварочный шов. В качестве присадки используем чугунный прут. Потом остужаем разогретую сваркой деталь. Охлаждение должно быть постепенным, иначе шов разорвется. Заваривание шва должно быть на холодной детали. Сварка проводится медными электродами в железной обертке. Наложенный шов обрабатываем эпоксидной пастой — для этого лучше использовать шпатель. Шов подсушиваем при комнатной температуре. По завершении работ шов шлифуем.

SEAL-LOCK
Трещина в ГБЦ может быть заделана и этим, надо сказать, довольно непростым способом. Плюс способа в том, что никакой сварки и даже снятия двигателя не требуется. Разломы заделываются металлом.
Прежде всего трещину надо локализовать, рассверлив по краям. Затем вдоль трещины с разных сторон делаем несколько отверстий, в которые помещаем скобы для стяжки. Стягивающие скобы есть разных видов. Они отличаются как по длине, так и по форме. На СТО их могут сделать и под заказ, если того потребует конфигурация разлома.
Между установленными скобами при помощи дрели делаем отверстие. Метчиком в нем нарезаем резьбу. Полученное резьбовое отверстие обрабатываем специальной жидкостью для предотвращения окиси. После этого вкручиваем металлическую заглушку — такую можно купить на СТО. Она сделана из специального металла, вступающего в активный контакт с металлом БЦ. На той части заглушки, которая после вкручивания остаётся на поверхности, делаем подпил. В этом месте ее легко сломать. Выступающую часть аккуратно зашлифовываем.

Затем делаем следующее отверстие и повторяем процедуру. Процесс продолжаем до тех пор, пока вся трещина не окажется заполнена заглушками. По завершении работ образуется шов. Его спрессовываем дополнительно – это нужно для ликвидации оставшихся пустот. Для этого используем пневматический молоток. В результате получится прочный шов, намного качественнее сварочного. Его преимущества:
- перепады температуры ему не страшны;
- прочность;
- отсутствие напряжения металла.
Наложение эпоксида
Суть этого способа в том, что на поверхности разлома появляется слой из стекловолокна и эпоксидной смолы. Сначала обрабатываемый участок обезжириваем для лучшей “приживаемости” состава. Затем по очереди накладываем эпоксидку и стекловолокно. И то, и другое кладём в несколько слоев, но завершающим слоем должна быть эпоксидная смола.









Способов заделать разлом в БЦ много — как простых, так и сложных. Но выбирать вариант устранения проблемы нужно, исходя из степени повреждения.
Видео «Ремонт трещин ГБЦ своими руками»
На примере автомобиля Nissan Sunny 1991 года выпуска ознакомьтесь с процессом ремонта повреждений и дефектов ГБЦ силового агрегата (материал снят и обнародован каналом Русская Смекалка l Russian Savvy).
Трещина в головке блока двигателя – это серьезная проблема, которая устраняется в лучшем случае дорогим ремонтом, ну а в худшем – капремонтом или заменой мотора. В основном трещины в головке появляются в результате перегрева, замерзания охлаждающей жидкости или же после стороннего механического воздействия.
Первые признаки появившейся трещины в головке:
— уменьшение уровня жидкость в расширительном бачке;
— масляные следы на поверхности охлаждающей жидкости в бачке;
— пузырьки в расширительном бачке;
— проблемы с температурой охлаждающей жидкости (критический нагрев или наоборот).
Диагностика давлением
Данная методика выполняется несколькими способами: погружение в воду или без него. Как именно выполнять эти операции, читайте ниже.
Погружение в воду:
- Изначально закройте все каналы запчасти, на которые может негативно воздействовать вода.
- После этого поместите деталь в ёмкость, наполненную водой более 40 градусов Цельсия.
- Затем воспользуйтесь сжатым воздухом (в тех местах, где появятся пузырьки, есть трещина).
Процедура без «погружения» выполняется следующим образом:
- Как и в предыдущем случае, позаботьтесь о том, чтобы все канали ГБУ были закрыты.
- Налейте мыльный раствор на крышку.
- Подайте воздушные массы в контур «больной» детали. Если есть дефект, на этом месте образуются мыльные массы.
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
- Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
(128 голос., средний: 4,47 из 5)
Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Вероятные симптомы и причины
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ
Важно: будьте осторожны, при протяжке болтов они могут лопнуть. Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров
Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки. В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур. Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору
Как показывает практика, это один из распространенных симптомов образования именно микротрещин
Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык
Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ. Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять. Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.
Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.








Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Как восстановить посадочное место гильзы на блоке камаз
Во время эксплуатации бывают случаи, когда возникает трещина гильзы
При образовании трещины появляются пузырьки в расширительном бачке
Определяем, в каком цилиндре образовалась трещина гильзы следующим образом:
Сливаем часть охлаждающей жидкости.
Снимаем коллектора впуска воздуха.
Заливаем охлаждающую жидкость по уровню отверстий в головках.
Заводим дизель и смотрим, из какого отверстия в головках начнут выходить пузыри.
Где появятся пузыри, там и микротрещина.
Оперативно снять гильзу можно следующим образом:
Демонтируем головку цилиндра.
С помощью топора и ножовки изготавливаем чурку меньшего диаметра.
Она должна свободно входить в гильзу цилиндра.
По высоте должна быть примерно 100 мм. Раскалываем ее пополам.
Из подходящей доски изготавливаем клин.
Проворачиваем коленчатый вал, чтобы поршень ушел вниз.
Вставляем наше приспособление в гильзу.
Забиваем клин. (Операции показаны на снятом двигателе)
Проворачивая коленчатый вал, поршень, упираясь в наше приспособление, выталкивает гильзу.
Устанавливаем новую гильзу и собираем в обратной последовательности.
Можно поменять гильзу на установленном двигателе, не снимая поддон. Для этого на новой гильзе нужно на токарном станке сделать заход, чтобы не поломать кольца.





