

Способы ремонта
Газовая или электрическая сварка.
В случае с чугунным блоком, например, как у ВАЗ, на концах трещины сверлится по отверстию, затем трещину углубляют и расширяют для лучшего сцепления сварного шва со стенкой.
Сама ГБЦ перед сваркой как следует нагревается (~600-650°С). После, используя флюс, на чугунно-медный присадочный пруток и нейтральное пламя газовой сварки, наносится аккуратный ровный шов. Сам шов должен выступать над поверхностью, но не более 1.0-1.5 мм. По завершению всех сварочных работ блок подвергают медленному охлаждению в термошкафу.

Также иногда сварку выполняют без предварительного подогрева блока, однако в таком случае используется электросварка с постоянным током обратной полярности. Если этого требует трещина, допускается нанесение заплатки из мягкой стали, для этого используется электросварка и медные электроды, обернутые жестью. После, сварочные швы обрабатываются и покрываются эпоксидной пастой.
Эпоксидная паста.
Поверхность рядом с трещиной, а также сама трещина тщательно зачищается, практически до блеска. Дальше, как и в предыдущем случае, сверлится отверстие Ø 3-5 мм. В отверстиях нарезается резьба, после чего в нее закручиваются медные или алюминиевые заглушки, заподлицо. Вся трещина обрабатывается под углом 60-90° на глубину до ¾ толщины стенки.

Поверхность вокруг самой трещины покрывается насечками для придания ей шероховатости. Перед нанесением эпоксидной пасты поверхность необходимо очистить обезжиривателем, ацетоном или на крайний случай бензином. Саму смолу наносят шпателем в 1-3 слоя. Толщина каждого слоя минимум — 2 мм, а общая толщина примерно — 3-4 мм., полное отвердевание происходит на протяжении суток.
В случае подогрева или интенсивной сушки отвердевание произойдет всего за 3-4 часа. По завершению сушки поверхность можно подвергать шлифовке напильником или болгаркой.
Эпоксидная паста + стеклоткань.
Все подготовительные работы такие же, как и у предыдущего способа. Принцип нанесения практически такой же, единственное, в данном случае на каждый слой пасты наносится заплатка из стеклоткани, после чего слой прикатывается роликом.
Всех слоев может быть от 2-х до 8-ми. Финишный слой покрывается пастой, после высыхания обрабатывается напильником или болгаркой.
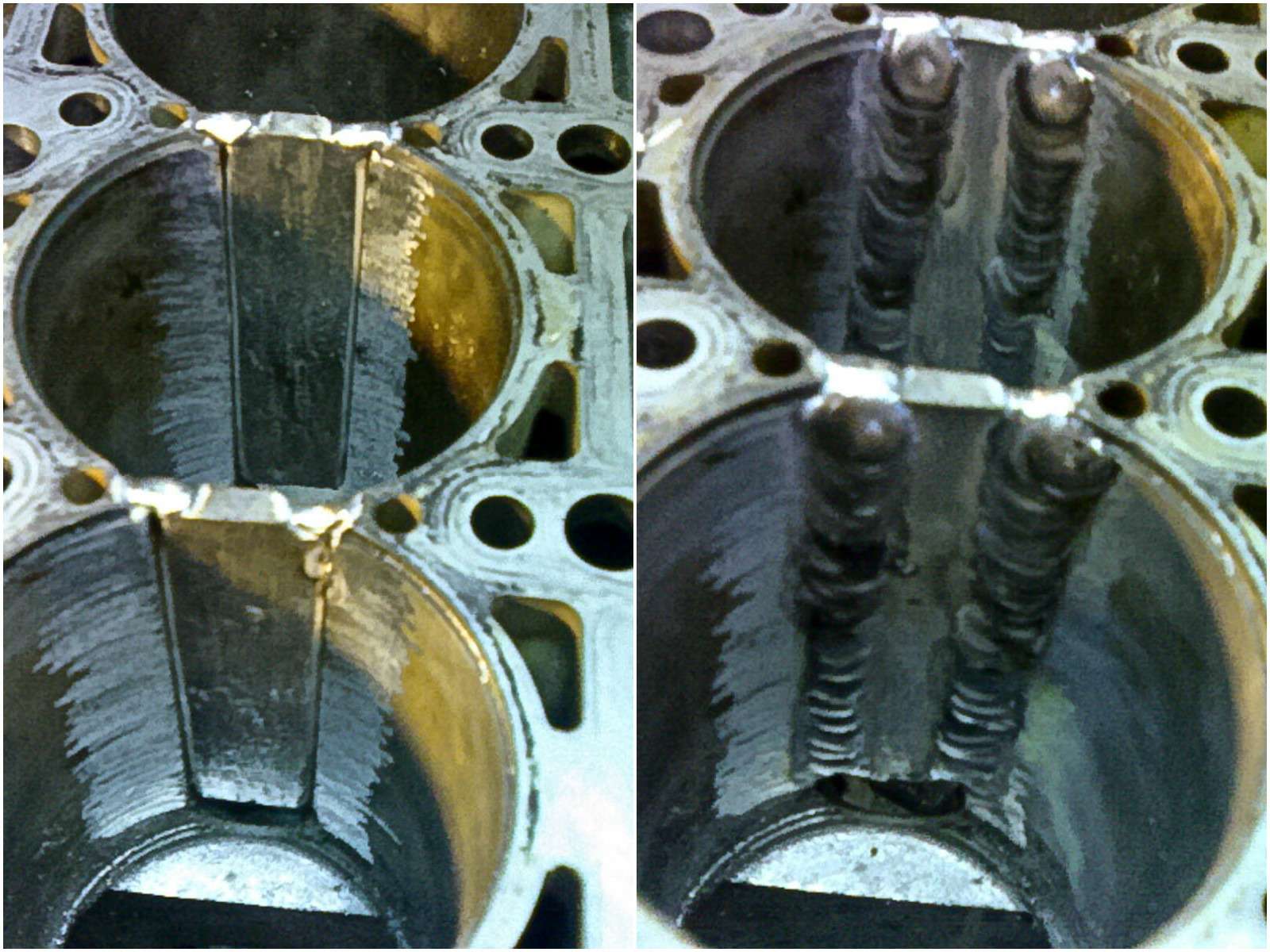
Установка штифтов.
- По краям трещины сверлятся отверстия Ø 4-5 мм. После, таким же сверлом необходимо насверлить отверстий по всей длине, расстояние между отверстиями 7-8 мм.
- В отверстиях нарезается резьба, затем в отверстия вкручиваются медные прутки на толщину стенки. После этого прутки подрезаются ножовкой, но не полностью, необходимо оставить кончики примерно 1.5-2 мм над поверхностью.
Затем, между установленными штифтами сверлятся дополнительные отверстия таким образом, чтобы они могли перекрыть предыдущие.
- Когда все прутки образуют сплошную полосу, кончики расплющиваются при помощи молотка, тем самым расчеканивая поверхность штифтов и образуя сплошной медный шов.
- Для надежности поверхность покрывается эпоксидной пастой или смолой. После завершения ремонтных работ блок или головка в обязательном порядке опрессовывается.
https://www.autoposobie.ru/kak-zadelat-treshhinu-v-gbts-prichinyi-poyavleniya-diagnostika-i-sposobyi-ustraneniya/
Как диагностировать проблему
Далеко не всегда дефекты на цилиндре можно увидеть невооруженным глазом. Чаще всего они представляют собой микротрещины, поэтому чтобы их обнаружить, воспользуйтесь одним из следующих методов:
- ультразвуковое сканирование;
- годроконтроль;
- с помощью магниточувствительного оборудования;
- пневматическая опрессовка.
Каждый из этих способов позволяет эффективно найти проблему, но даже в специализированных салонах не всегда есть необходимое оборудование. Поэтому обычно там используют метод с водой или воздухом.
Для этого внутрь блока цилиндров заливают воду и осматривают его со всех сторон. Если в каком-то месте вода начинает просачиваться и капать, значит там есть трещина. Для применения воздушного способа в блок закачивают воздух и погружают его под воду. Если с одной стороны из него пойдут пузырьки, значит трещину следует искать именно там.
Ещё один способ быстро обнаружить трещину — магниты. Их следует расположить с двух сторон от предполагаемого места раскола, а пространство между ними засыпать опилками, проводящими ток. Если на приборе есть трещина, то опилки соберутся в кучу в месте, где она находится.
Причины
Определить микротрещину в ГБЦ непросто. Прежде чем диагностировать появление проблем, рекомендуем разобраться в причинах, по которым головка блока цилиндров может треснуть.
Превышение допустимой разности температур
Зачастую трещинки и дефекты в ГБЦ появляются в результате нарушения процесса сгорания топливовоздушной смеси в камере. Это может произойти из-за некорректной работы топливной составляющей или неверно установленного зажигания. Такие проблемы приведут к увеличению температуры в двигателе на 200 и более градусов по сравнению со штатной. В итоге на самых тонких стенках головки блока появятся микротрещины. Речь идет об отверстиях для распылителей, стаканов форсунок и т. д.
«Рукотворное» механическое воздействие
В ГБЦ 406 или другой головке блока проблема может быть обусловлена механическим воздействием. К примеру, произойдет разрыв посадочного отверстия для седла клапана в месте рядом с гнездом форсунки. Это происходит в результате перетяжки самой форсунки. В этом месте толщина металла головки составляет не более 2 мм. Определить такие микротрещины можно, но их ремонт обычно нецелесообразен.
Проблем такого плана можно избежать, учитывая следующие нюансы:
Перед установкой новые шайбы следует нагревать на плите либо над газом. Детали нагреваются до посинения, после чего опускаются в холодную воду и охлаждаются. Эти действия обеспечивают мягкость шайб.
Под форсунки нельзя ставить медные шайбы и прочие типы уплотнений, использовавшиеся ранее.
Прежде чем произвести монтаж новых шайб, их состояние следует проверить с помощью магнита
Есть вероятность покупки обмедненных деталей.
После учета этих моментов допускается затяжка форсунки, при этом важно соблюдать регламент, установленный автомобильным производителем. Если эти действия не помогли добиться герметичности, рекомендуется обратиться к специалистам.
Появление микротрещин в ГБЦ автомобиля ВАЗ или другой машины часто обусловлено монтажом направляющих втулок в тонкостенные головки. При установке необходимо внимательно проверять габариты внешнего диаметра втулки, а также размеры отверстия для ее фиксации. Технологию монтажа нарушать нельзя — в разогретую головку блока запрессовывают охлажденные в жидком азоте втулки. Если это правило не будет соблюдаться, это приведет к появлению радиальных дефектов от внешнего диаметра направляющей втулки.
Заводские дефекты
Необходимость определить повреждения в головке блока возникает из-за дефектов, допущенных при производстве. Сама ГБЦ имеет сложную конфигурацию, а стенки в ней характеризуются разной толщиной. При изготовлении могут быть допущены ошибки, которые приведут к непродавливанию металла в определенных местах и нарушению его структуры. В итоге это приводит к появлению небольших пустот и увеличенной скорости образования ржавчины в них. При последующей эксплуатации поверхность водяной рубашки и камеры сгорания будут соединены, либо возникнут трещины из-за серьезного ослабления в тонких местах.
При нарушении структуры металла сильно ослабятся межмолекулярные связи ГБЦ. Из-за этого материал станет более хрупким, что приведет к появлению дефектов. На практике неисправности такого плана обычно встречаются в перемычках между отверстиями для седел и форсунок. Трещины появляются в каналах, расположенных за клапанами.
Видео о повреждении головки блока опубликовано каналом Ютуб ютубный.
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.







К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
Как обнаружить трещину?
Проверить блок цилиндров или ГБЦ на трещину можно несколькими способами.
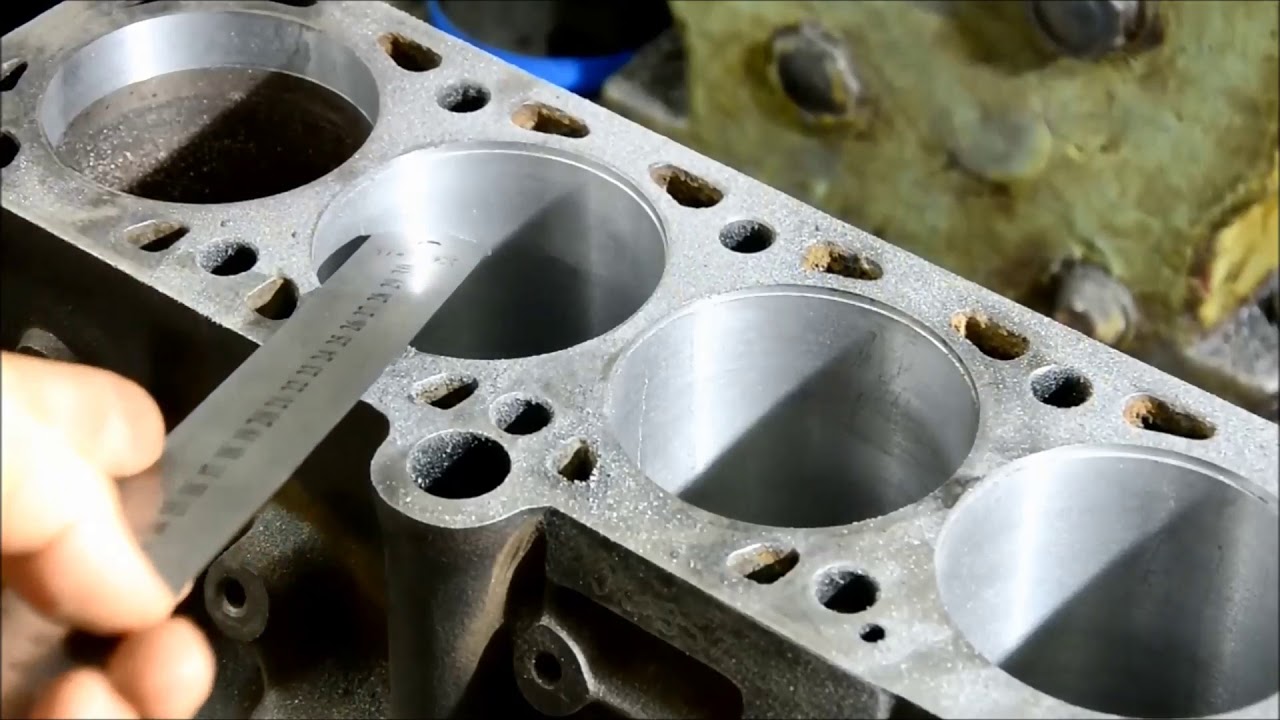
- Визуальный осмотр. Метод пригоден в основном для поиска внешних трещин и значительных негерметичностей гильзы. Неэффективен при поиске микротрещин и скрытых дефектов.
- Метод гидравлической опрессовки. Чаще всего применяется при дефектовке ГБЦ и блоков цилиндров, так как идеально подходит для деталей сложной формы с внутренними полостями и каналами. При испытании герметично закрываются все наружные отверстия головки блока/БЦ. Через специальный переходник в одну из заполненных водою зон подается сжатый воздух под давлением 0,6-0,8 МПа. Нередко признаки микротрещины начинают проявлять себя только на прогретом двигателе. Для повышения точности гидравлические испытания проводятся в ванне с разогретой до 90-95ºС водой. В случае трещины жидкость из одного канала будет проникать в смежную зону. При опрессовке гильз поршень следует установить в нижней мертвой точке (НМТ). Через специальную оправку сжатый воздух подается непосредственно в цилиндры. Смежные каналы при этом заполняются водой и в случае скрытых повреждений сжатый воздух будет выходить пузырями через заполненные водою каналы.
- Метод цветной дефектоскопии. На исследуемый элемент наносится цветной проникающий пигмент. Деталь промывается, после чего обрабатывается контрастным проявляющим раствором. Контур трещины проявляется цветом пигмента на общем фоне раствора. Цветная дефектоскопия позволяет обнаружить микротрещины шириной до 0,001 мм и подходит для поисков дефектов деталей из любого материала.
- Магнитная дефектоскопия (доступна для деталей из чугуна и стали). Деталь намагничивается, после чего посыпается ферромагнитным порошком или суспензией. В зоне микротрещины магнитное поле неоднородное, из-за чего контур дефекта проявляется скоплением ферромагнитного материала.
Поиск места неисправности
Первичная диагностика проводится без разборки двигателя. Если принято решение на капитальный ремонт, то в этом особой необходимости нет, поскольку неисправность достаточно легко обнаружится по визуально различимым признакам.
Магнитнопорошковая проверка
Ферромагнитный порошок, нанесённый на поверхность детали в подозрительном месте, покажет неоднородность металла при помещении в магнитное поле.
Поле создаётся постоянными магнитами при поднесении их в контролируемую зону. Частички порошка или мелкой стружки начинают концентрироваться вблизи трещины, визуализируя дефект.
Проверка водой
Если залить в систему охлаждения воду и подать некоторое избыточное давление, то она начнёт просачиваться через трещины. На сухой поверхности это хорошо видно. Вместо воды можно использовать отработанный антифриз, обладающий более высокой текучестью.
Диагностика давлением
Наиболее часто применяемый способ заключается в опрессовке деталей. Это означает нагнетание воздуха высоким давлением в систему, где перекрыты все естественные каналы. Газ можно подкрасить для лучшей визуализации при помощи автосервисного дымогенератора.

Наш e-mail: [email protected]
Проблема ремонта трещин чугунного блока цилиндров в автосервисе, и ремонта дефектов чугунных деталей в целом, стоит весьма остро. Чугун – металл коварный, повышенное содержание углерода (от 3% до 7,5% в виде цементита Fe 3 C ) обуславливает его низкопластичность и трудность сварки, поэтому ремонт чугунных изделий очень деликатен. Покажем основные принципы нанесения покрытия при ремонте головок
чугунныхблоков цилиндров автомобиля (ГБЦ) установками ДИМЕТ.
На фотографиях ниже представлены отремонтированные ДИМЕТ чугунные блоки цилиндров, и приведены этапы проведения работ.
Для начала проведем предварительную подготовку ГБЦ к ремонту – «зафиксируем» с последующей «разделкой» дефект чугунного блока
. Это значит, что мы с помощью фрезы или другого инструмента вырабатываем нат рещине в чугунном блоке небольшую канавку глубиной порядка 1,5-2,5 мм
Дабы предотвратить «расползание» трещины, по краям производим засверливание. Важно! –Трещина в чугунном блоке не должна двигаться при нагревах, поэтому прихватываем ее штифтами или сваркой в одной и более точках
Далее необходимо, для повышения адгезии, придать поверхности необходимую для процесса напыления шероховатость. Хорошие показатели шероховатости, адгезии, являются основой надежного сцепления покрытия с чугуном. Для обработки поверхности ГБЦ используем абразивный состав К-00-04-16, то есть бьем абразивным порошком по поверхности до устраивающей нас шероховатости – когда чугун станет «беленьким» и увеличится адгезия. Если ремонтные работы поставлены на поток, для абразивной обработки целесообразно использовать абразивоструйный аппарат СД-6. Повысить адгезию можно нанесением тонкого слоя покрытия в 3 (третьем) или 2 (втором) режиме работы аппарата на места под будущее покрытие на чугунной головке блока
цилиндров.
Приступаем к заполнению трещины
составом А-20-11 в 4(четвертом) режиме по всей длине ранее подготовленной канавки. Порошок состава А-20-11 прекрасно закрывает щели и отверстия. Процесс напыления представляет собой сначала нарастание бугорков на краях трещины, затем трещина перекрывается.
Итак, вместо трещины-канавки на поверхности чугунного блока мы имеем горку напыленного металла. Надо аккуратно срезать лишнее напыление до основного металла любым должным инструментом, если уберем чуть больше – не страшно, так как после наносим окончательное герметизирующее покрытие. Для этого наносим на заполненную трещину в чугунном блоке
в режимах 2 и 3 медь состав С-01-01), или медь с цинком (состав С-01-11). Но и нам уже знакомый состав А-20-11 тоже подходит.
При ремонте трещины чугунной ГБЦ
деталь немного нагрелась горячим воздухом, пятнадцати минут для остывания вполне достаточно. По прошествии 15 минут производим контроль качества ремонта, напыленного покрытия. Если подготовкатрещины в чугуне к напылению была не должной (подавляющее большинство случаев – плохая прихватка), то мы увидим тоненькую, с волос, трещинку. Если трещинка довольно длинная (оценка приходит с опытом) надо «разделывать» и напылять еще раз. На коротких жетрещинах обходимся засверливанием.
Отметим, что стоимость расходных материалов, энергии и трудозатрат при ремонте ГБЦ и трещин в чугунных блоках ДИМЕТом ничтожна по сравнению со стоимостью новых деталей.
Вашему вниманию отзыв о ремонте ГБЦ ООО”Моторсервис”:
Узнайте стоимость аппаратов ДИМЕТ для ремонта ГБЦ заполнив форму ниже. Пожалуйста, укажите регион, сферу деятельности, Ваш адрес электронной для ответа. Спасибо!









Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
- Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
(128 голос., средний: 4,47 из 5)
Ремонт клапанных седел
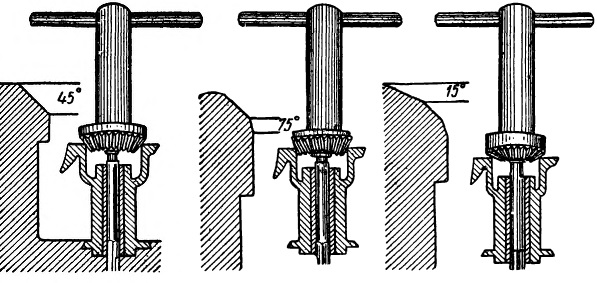
Небольшой износ клапанного седла устраняют притиркой к нему клапана. При значительном износе клапанное седло фрезеруют конусными фрезами, вначале черновой фрезой с углом 45° (седло выпускного клапана двигателя ЗИС-120 фрезеруют фрезой с углом 30°), затем фрезой с углом 75° (снимают нижнюю фаску) и, наконец, фрезой с углом 15° (снимают верхнюю фаску). После этого седло окончательно обрабатывают чистовой фрезой с углом 45°.
Фрезерование можно производить только в том случае, если направляющие втулки клапанов мало изношены или они новые и обеспечивают плотную посадку стержня фрезы. При фрезеровании не следует снимать излишний слой металла, чтобы не уменьшить срок службы седла.
После фрезерования седло шлифуют конусным камнем при помощи электродрели и притирают клапан. При большом износе седла или после неоднократного фрезерования, когда верхняя кромка головки клапана опускается ниже кромки седла на 0,5 мм, гнездо растачивают на сверлильном станке торцевой фрезой и впрессовывают в него чугунное кольцо с натягом 0,12—0,2 мм, которое затем обрабатывают коническими фрезами в последовательности, указанной выше. Если же в блоке предусмотрена установка сменных седел, то изношенное седло заменяют новым ремонтного размера.
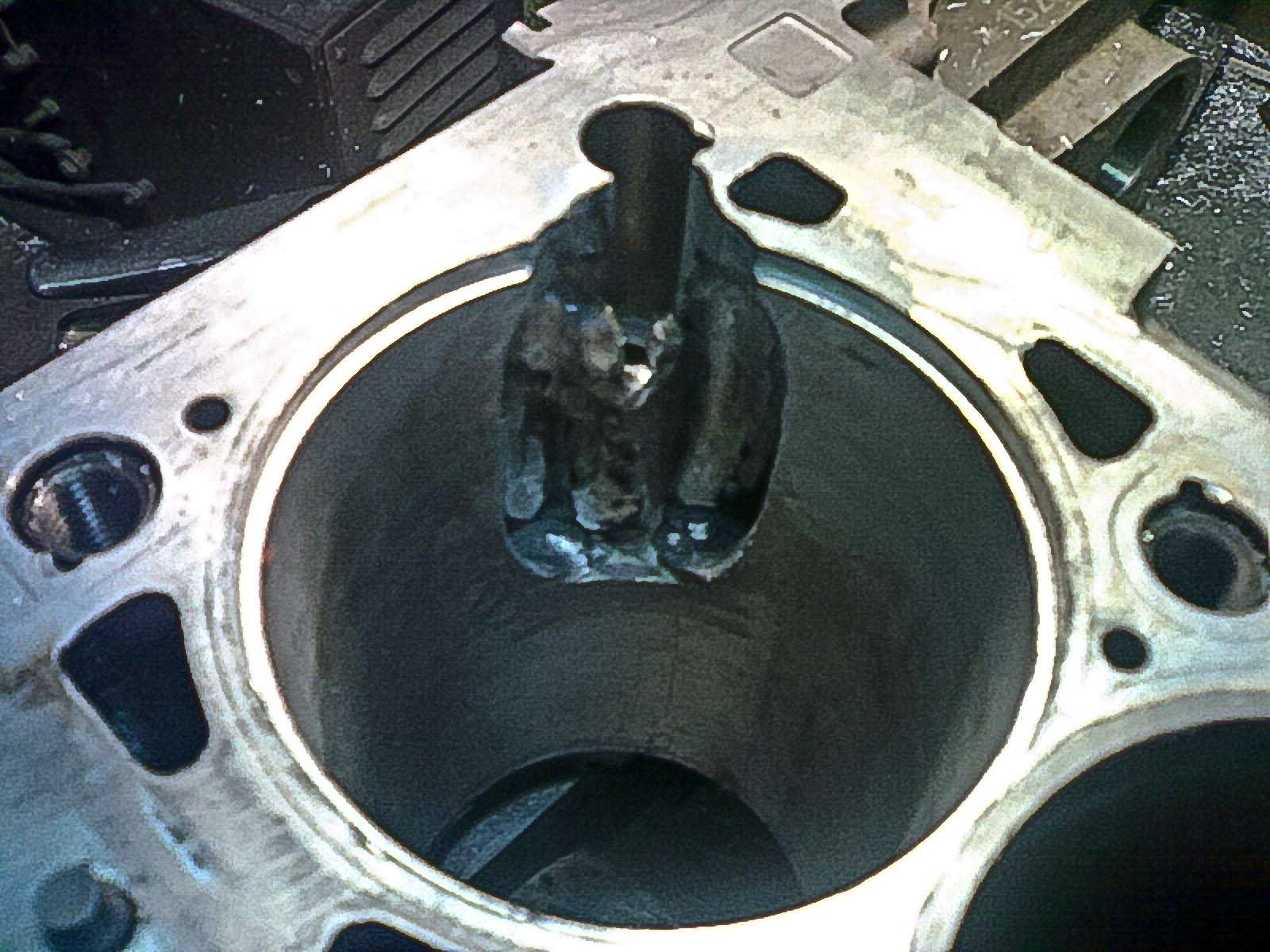
Для замены седла клапана необходимо:
- Выпрессовать изношенное седло из блока, пользуясь специальным съемником; съемник установить в седло так, чтобы его рычажки были ниже кольцевого пояска седла; затем подвернуть винт разжимного конуса и натяжной гайкой выпрессовать седло.
- Расточить гнездо в блоке торцевой фрезой, учитывая посадку седла с натягом 0,12—0,2 мм.
- Запрессовать новое седло и расчеканить его края оправкой.
- Прошлифовать седло и притереть к нему клапан.
Заводы выпускают седла ремонтных размеров с наружным диаметром, увеличенным на 0,05 и 0,25 мм для двигателей ГАЗ-51 и М-20 «Победа» и на 0,5 мм — для двигателя автомобиля «Москвич».
Признаки трещин в головке блока цилиндров
В большинстве случаев износ мотора происходит в его верхней части, то есть на головке. Причин, которые влияют на выход из строя блока, множество. Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ. Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.
 Стрелкой отмечен дефект поверхности
Стрелкой отмечен дефект поверхности
Рассмотрим признаки и симптомы, которые свидетельствуют о появлении трещин на ГБЦ и необходимости ремонта агрегата:
- Моторная жидкость пенится, в ней появляются пузырьки. Если в головке образовалась трещина, в масло может попадать охлаждающая жидкость. В этом случае антифриз будет уходить из расширительного бачка по неизвестной причине. Если нужно постоянно доливать хладагент в систему, это должно насторожить хозяина машины. В этом случае в расширительном бачке антифриза будет образовываться масляная пленка — это точный симптом появления микротрещины в головке двигателя. При такой неисправности в теплую погоду температура мотора будет то падать, то подниматься. Этот признак не распространенный, но если заметили, что стрелка на датчике температуры то опускается, то опять поднимается, то это должно насторожить.
- Троение двигателя. ДВС очень вибрирует, особенно при езде в гору. Этот симптом является следствием образования микротрещины. Если в него попадает антифриз, а масло не пенное, то есть другой способ вычислить неисправность. Для этого нужно демонтировать свечу и посмотреть на нее: если на свече есть жидкость, то вытрите ее пальцем и приложите на язык. Любой антифриз имеет сладковатый привкус. Если это так, то на головке блока вашего авто образовалась трещина.
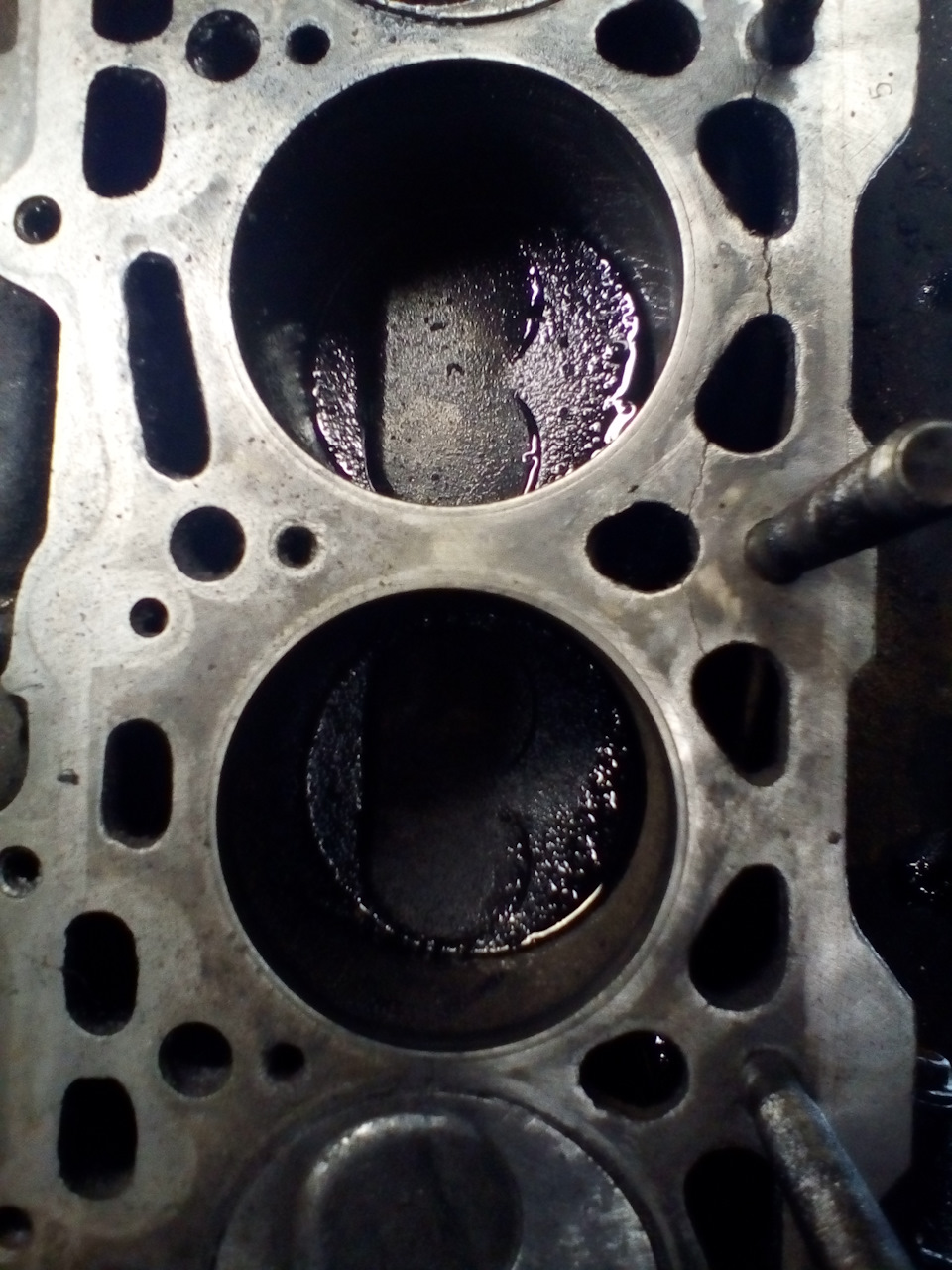
- Моторная жидкость уходит, ее постоянно нужно доливать. В этом случае по антифризу вычислить трещинку не выйдет. Если щель появилась рядом с направляющей втулкой впускного клапана, то при работе двигателя масло будет затягивать в цилиндр. Если во впускной клапан будет попадать ОЖ, то при долгой езде она в буквальном смысле слова отмоет поршни до идеальной чистоты. Проверить это легко: открутить свечи и посмотреть на состояние поршней.
- Кипение ОЖ. Заметили, что антифриз постоянно кипит, откройте капот и крышку расширительного бачка. Долейте столько жидкости, сколько ни хватало и заведите мотор. Если антифриз сразу начнет кипеть, то сомнений в неисправности быть не должно.
Загрузка …
Ремонт трещин при помощи сварки
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.





Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Ремонт дефектов
- Перед началом ремонта нужно вырезать кусок металла, по своим размерам соответствующий трещине. Глубина канавки должна быть не менее 8 мм, а форма должна быть клиновидной.
- Перед тем как заварить головку, ее нужно нагреть до температуры 200 градусов. Для этого можно использовать ацетиленовую горелку, но не паяльник.
Заваривание трещин головки
Для ремонта используйте газовую установку с присадочными материалами. Эффективные результаты получаются при аргонно-дуговой сварке. К ГБЦ нужно подключить массу. Дуга должна гореть между головкой и электродом, туда же и следует подложить кусок металла, который будет заделана трещина.
Когда сварка завершена, шов тщательно зачищаем и еще раз опрессовываем. Если дефектов нет, то поверхность головки нужно отфрезеровать.
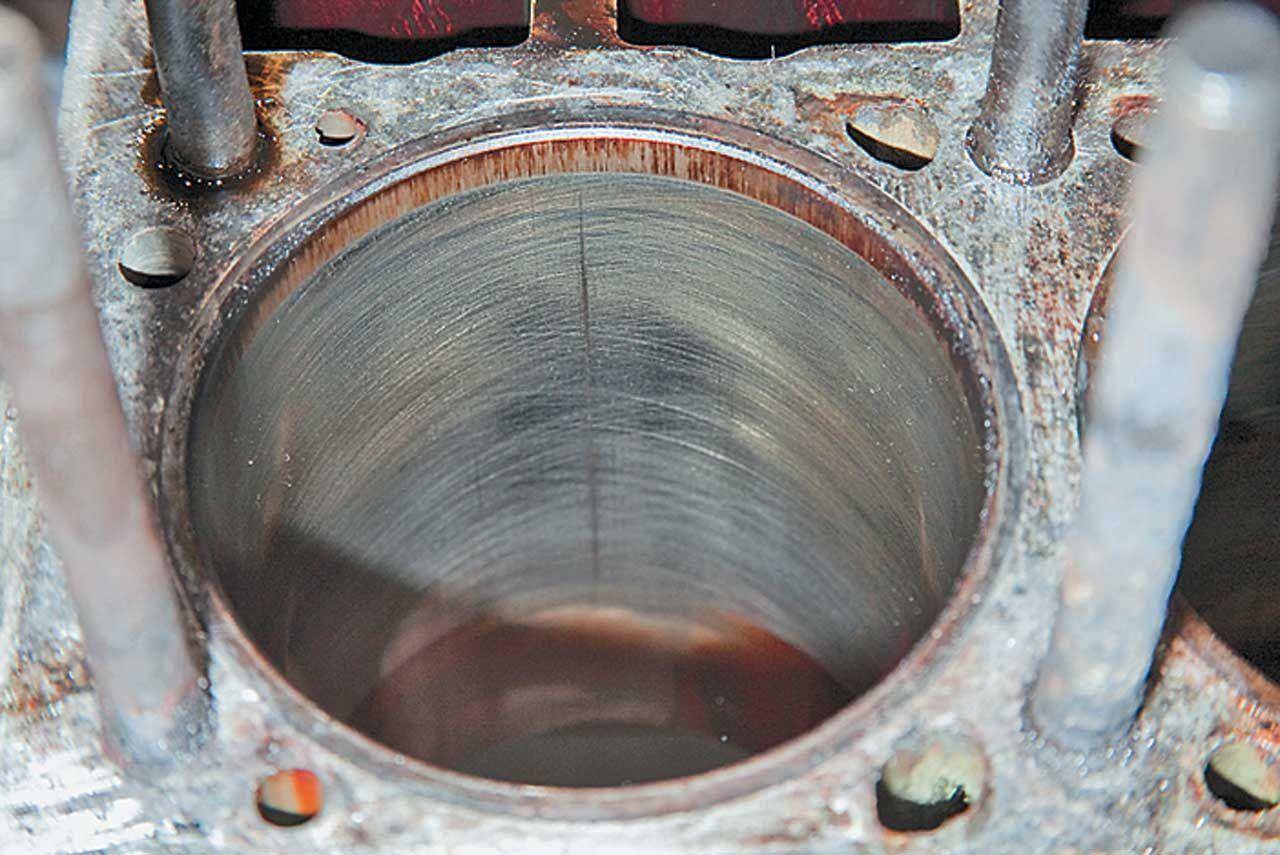
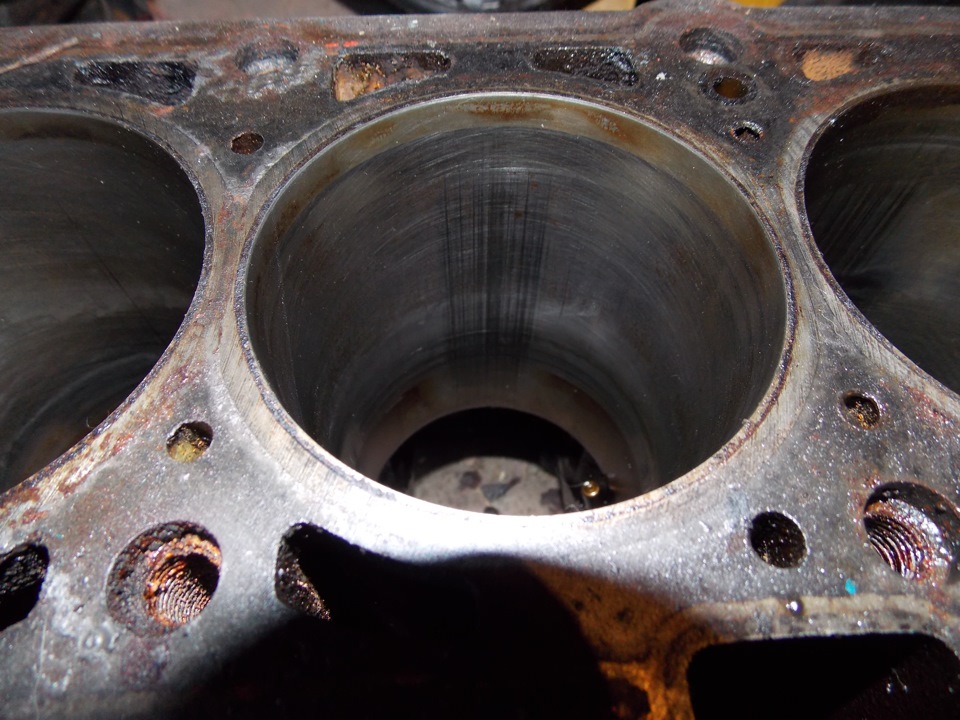
Микротрещина в цилиндре наверно самая большая головная боль, хозяина автомобиля, так и мастера к которому он обращается. Все дело в том, что ее не видать визуально, а симптомы что начинает прогорать прокладка под головкой. Несколько раз попадались мне такие двигатели. Но бывает и микротрещина и в головке. Признак микротрещины в цилиндре и головке один и тот же что и начинающий прогар прокладки под головкой.
Расскажу сначала про микротрещину в головке, а ниже про микротрещину в цилиндре.
Подъехал парень на ВАЗ-2106 и говорит машина все время кипит, подождал немого пока перестанет кипеть двигатель, открыл крышку радиатора и долил охлаждающей жидкости в радиатор, завел двигатель на холостых оборотах. Стал смотреть в радиатор, вижу как пузыри выходят из радиатора, (но если долили жидкость в радиатор то обычно сразу выскакивает несколько пузырей но они быстро прекращаются), в переднеприводных машинах начинает раздувать бачек в который наливают охлаждающую жидкость и также идут пузыри. Если прокладка под головкой прогорела сильно то жидкость идет в цилиндр, сквозь поршень жидкость просачивается в блок двигателя и попадает в масло, признак, масло становится цвета белой эмульсии и увеличивается в объеме.
Сразу определил, что начинает прогорать прокладка, снимаю головку а прокладка новая (совсем свежая) и никакого намека на прогар, спросил, уже меняли прокладку, говорит два дня назад купил головку с рук, заменили ее и с тех пор кипит. Спрашиваю, а до этого на старой головке кипела, говорит, нет ни кипела, но она троила из-за прогара клапана, я решил купить эту головку тем более не дорого предложили, чтобы с той не мучится. Говорю, у тебя два варианта, покупать другую головку, или вези старую я ее починю, решил он ремонтировать старую (головка и правда была сильно ушатана, пришлось менять все клапана и направляющие втулки клапанов). Поставил отремонтированную головку и кипение прекратилось. Но что смешно, через некоторое время ко мне подъехал другой парень на ВАЗ-2107 и также пожаловался что кипит двигатель, открыл капот и узнал головку из-за которой кипела шестерка (на ней было пятно красной краской, потому и запомнил). Спросил у него давно головку менял, говорит, на днях. Рассказал я ему историю этой головки. Визуально в этой головке я так и не нашел микротрещины, и в каком она месте так и не понял.
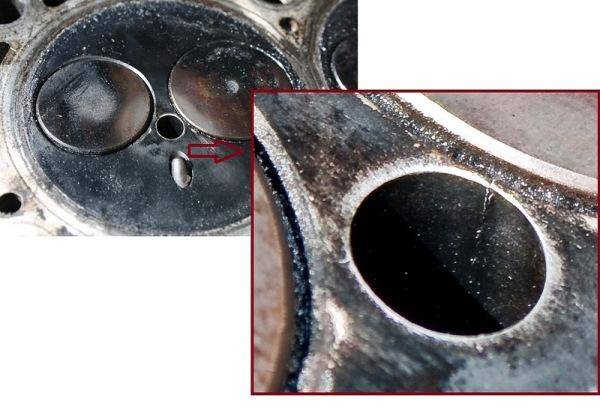
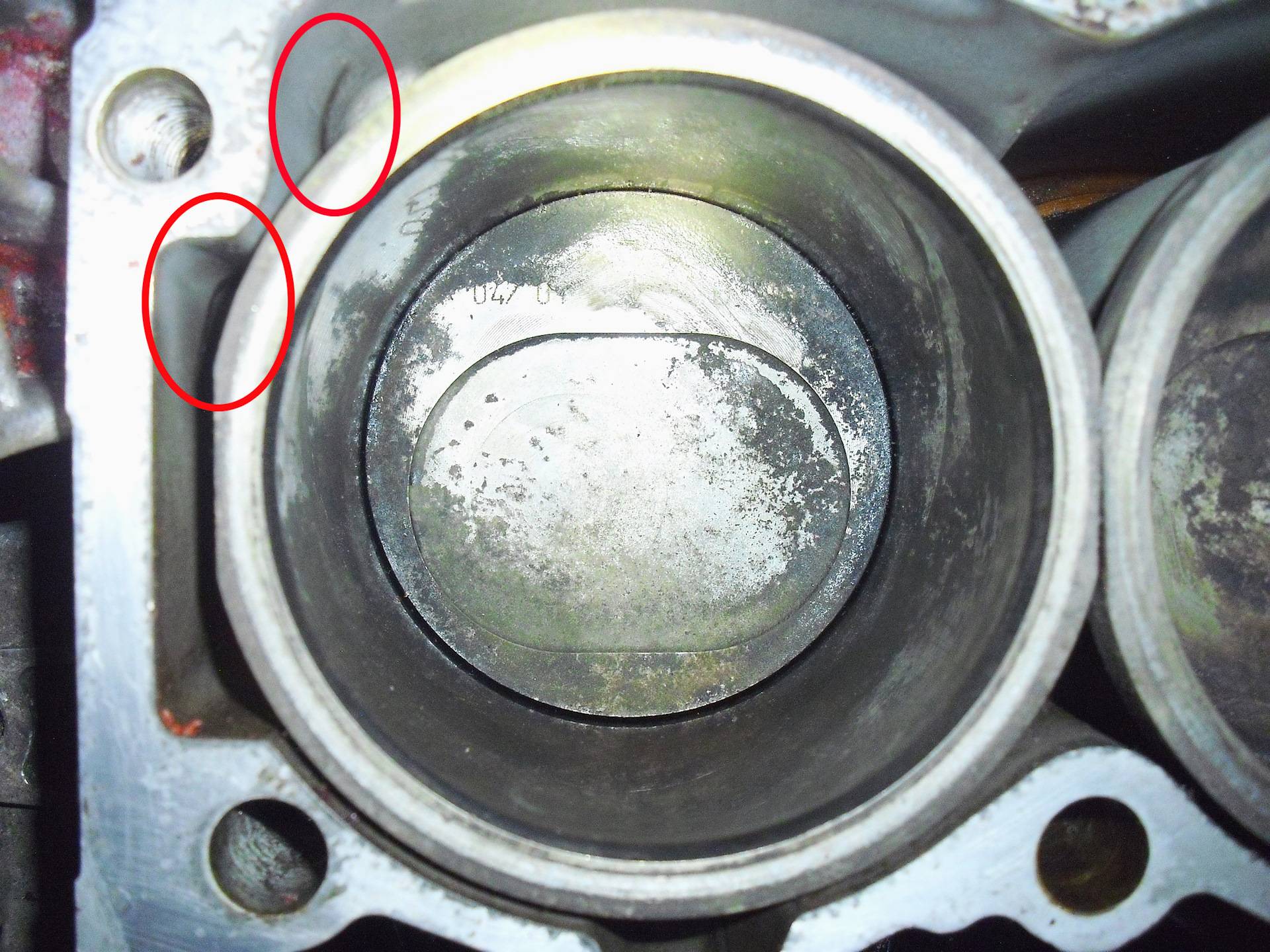
Фото. Микротрещина в головке
Чаще всего микротрещина в головке бывает как показано на фото, и чаще всего в моей практики она бывает во втором или третьем цилиндре. На фото красным показано расположение микротрещины. Проще найти микротрещину так, зачистите ножом нагар в том месте где показана трещина, и она проявляется.
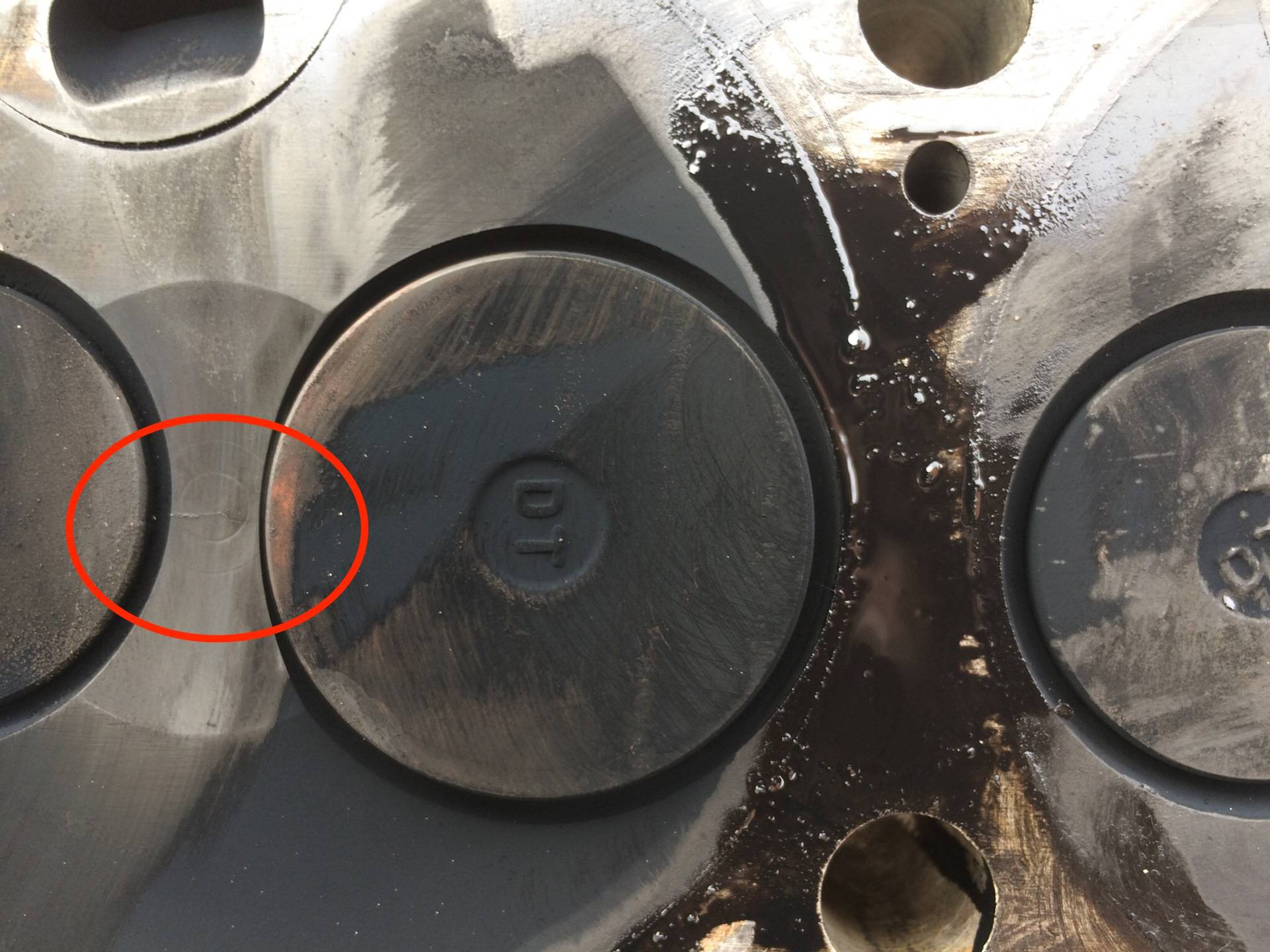
Фото. Головка от Нивы сразу с двумя микротрещинами
А один раз попалась головка сразу с двумя микротрещинами, она есть на фото и трещины показаны стрелками, их нашел сразу, стоило только ножом снять нагар. Признак этих микротрещин в этой Ниве был такой, второй и третий цилиндры троили, на малых оборотах, уходил тосол и вылетал через глушитель, также шли пузыри в радиатор, но в масло тосол не шел. Может потому что у этого движка очень хорошая поршневая группа, а была бы плохая поршневая то и в блок проникал бы тосол. Это так и осталось загадкой, почему не проникал тосол в масло сквозь поршни, думаю его очень мало поступало в цилиндры, в основном давление продавливало воздух в головку и совсем капли засасывало в цилиндры.





