Как выгодно обменять авто с пробегом
Чтобы гарантировать законность услуги обмена авто с пробегом и ее объективную стоимость, процесс купли-продажи стоит проводить в проверенном автоцентре. Здесь клиенту предложат:
- Диагностику старой модели, на основании которой будет определена ее стоимость;
- Выбор машин на обмен, абсолютно новых или обладающих чистой историей пробега: все автомобили проходят криминалистическую экспертизу, потому в автосалоне никогда не будут продавать автомобиль с “темным прошлым”;
- Юридическое сопровождение сделки: клиент заключает нотариально заверенный договор и при необходимости может воспользоваться кредитными услугами банка-партнера автосалона;
- Оперативность услуги: клиенту не нужно искать покупателей для своего ТС, он лишен необходимости улаживать вопросы с ГАИ или банком. Перечисленные функции — задача автоцентра.
Таким образом при минимальном наличии документов возможно купить автомобиль улучшенной комплектации в течение от одного до трех дней. Услуга обмена авто с пробегом дает возможность регулярно менять автопарк владельца, приобретая его лучшие модели.
Процесс замены клапанов
Комплект клапанов
Перед тем, как приступить непосредственно к процессу замены клапанов, стоит отметить, что автомобилист должен владеть конструктивными знаниями и умениями по ремонту главного силового агрегата.
Необходимый инструмент
Итак, прежде чем, что-то делать необходимо, собрать некоторый инструментарий. Что же потребуется автомобилисту: новые впускные и выпускные клапана, направляющие втулки, седла клапанов, маслосъёмные колпачки, набор ключей и головок, отвертки, приспособление для рассухаривания клапанов, съёмник сальников клапанов, время и руки растущие с того места.
Алгоритм
Итак, когда все собрали, можно приступить непосредственно к пошаговому процессу замены:
- Снимаем «клемму-минус» с АКБ.
- Демонтируем кожух ГРМ.
- Снимаем ремень газораспределительного механизма.
- Демонтируем шестерню распределительного вала.
- Теперь, снимаем клапанную крышку.
- Проводим демонтаж головки блока цилиндров. Откручиваем крепящие гайки постели распредвала.
- Снимаем крышку распредвала.
- Демонтируем толкатели.
- Снимаем распределительный вал.
- Демонтируем сальники клапанов.
- Проводим рассухаривание.
- Снимаем тарелки и пружины с клапанов.
- Теперь, когда клапана свободны, их можно извлечь из посадочных мест.
- Далее, следует подготовительный процесс по установке. В него войдут операции: а) замена направляющих втулок. Как показывает практика, лучше всего устанавливать бронзовые направляющие. б) Замена сёдел клапанов. Обычно, они изношенные и требуют замены. в) Притирка клапана к седлу.
г) Шарошка седла.
- Теперь, когда все готово, можно установить новые клапана.
- Остальная сборка проводиться в обратном порядке.
Выбор запасных частей
К выбору клапанов стоит отнестись серьёзно, поскольку от качества изделия будет зависеть нормальная работоспособность главного силового агрегата. Как известно, существуют клапана впускные и выпускные, и они имеют разные каталожные номера, поэтому рассматривать их необходимо по отдельности.
Оригинал
2108-1007010 – оригинальный каталожный номер впускного клапана. Средняя стоимость изделия составляет 350 рублей за 1 штуку.
Комплект впускных клапанов
2108-1007012 – оригинальный каталожный номер выпускного клапана. Цена за 1 клапан – 500 рублей.
Комплект выпускных клапанов ВАЗ
Аналоги
Кроме оригинальных деталей, на автомобильном рынке запасных частей можно приобрести достаточно много альтернативных вариантов клапанов, как впускных, так и выпускных. Итак, рассмотрим, какие производители, и по какой ценовой политике предлагают запасные части. Рассматривать каждый вид клапана будем по отдельности.
Впускные клапана
AMP PLAD005-S-0-D – крупный и проверенный польский производитель запасных частей к автомобильным двигателям. Стоимость клапанов составляет 250 рублей за штуку.
Freccia R4387/SNT – итальянский производитель клапанов. Средняя стоимость изделия составляет 300 рублей.
Master-sport 08IN-SET/4/-MS – отечественный известный производитель. Стоимость одного клапана составляет 550 рублей.
Выпускные клапана
В отличие от впускных, аналогов выпускных клапанов больше, поскольку они более востребованы на автомобильном рынке запасных частей. Итак, рассмотрим, что предлагают разные производители:
- Kolbenschmidt 17092 – немецкий производитель запасных частей. Стоимость клапана составляет 200 рублей.
- Osvat 0504 – клапана итальянского производства, по 300 рублей за штуку.
- AMP PLAD004-A-0-D – польские клапана, которые можно приобрести за 300 рублей/штуку.
- Master-sport 08EX-SET/4/-MS – отечественный альтернативный производитель. Цена клапана составляет 550 рублей.
- Ae V91180 – еще один итальянский производитель, который предлагает запасные части по 650 рублей.
Когда нужно менять направляющие?

Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.

Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
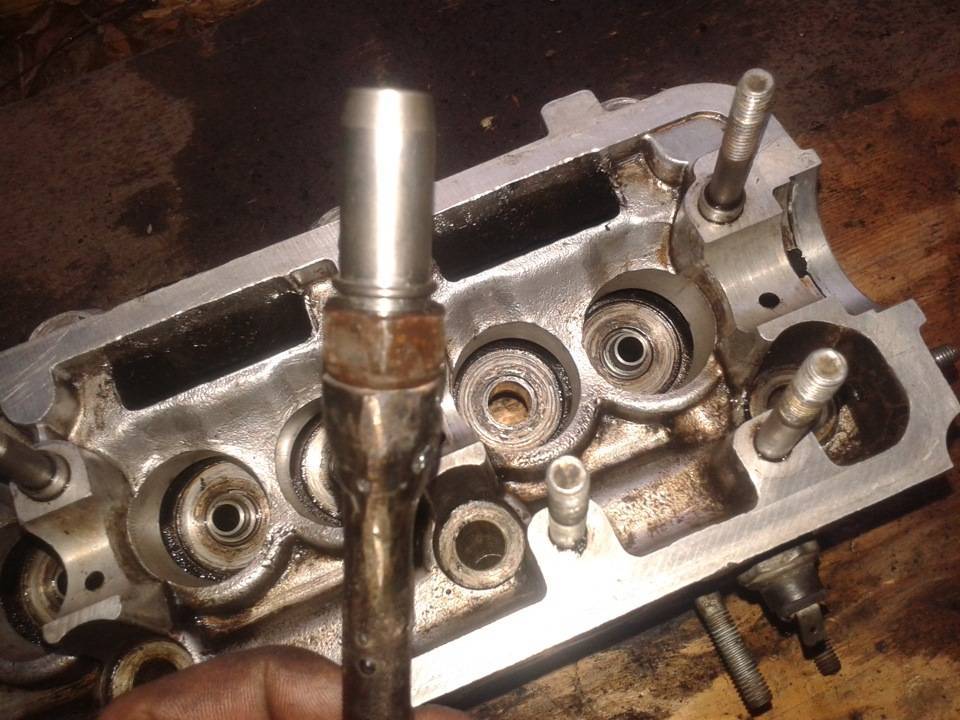
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.

Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
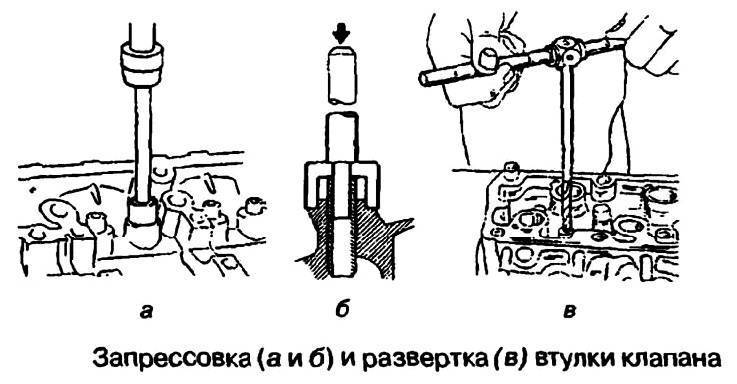
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию. Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.







Назначение гильз
Основная задача клапанов — подача в камеру сгорания топливно-воздушной смеси и вывод из неё выработанных газов. У каждого из цилиндров мотора имеется два клапана — впускной и выпускной. В направляющей втулке движется шток, который и впускает/выпускает отработанные газы и топливную смесь. Герметизация камеры сгорания происходит за счёт точной «посадки» головки на седло.
Качество работы клапанов двигателя зависит от направляющих втулок и сёдел. Во время эксплуатации они изнашиваются и не могут поддерживать высокую производительность двигателя. В такой ситуации их придётся менять.
Процесс установки заднего колеса
Правильно выполнить установку заднего колеса поможет четкое следование обратному порядку действий при демонтаже. Для этого придерживаемся следующего алгоритма:
Цепь надевается на звездочку самого меньшего размера. После этого колесо вставляется в крепление корпуса велосипеда
Важно проследить, чтобы ось окончательно закрепилась в пазах рамы.
На следующем этапе следует затяжка гаек или эксцентриков с необходимым усилием, чтобы колесо потом не выскочило из рамы.
Если на велосипеде используются ободные тормоза – это дальнейший шаг. Главное, застегнуть их строго в обратной последовательности. В противном случае поездка окажется не такой уж безопасной.
В противном случае поездка окажется не такой уж безопасной.
По завершении установки колеса необходимо устроить небольшое тестирование велосипеда с целью проверки работоспособности всех деталей. Не стоит пренебрегать техническим обслуживанием всех деталей и механизмов велосипеда. Ведь только так можно продлить их ресурс.
Определение износа
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
- С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок
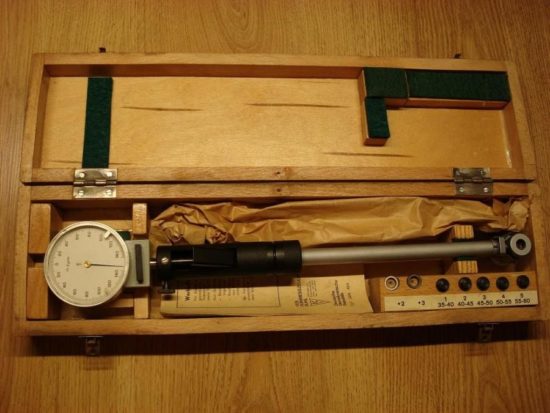
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Как заменить направляющие втулки клапанов
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.
Замена втулок
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
- в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
- слышно характерное постукивание со стороны головки блока;
- при полной замене комплекта клапанов;
- капремонт головки блока.
Инструмент для выпрессовки
Выпрессовка втулок
Наиболее популярным методом выпресовки является ударный. Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
Перед выбиванием втулок, необходимо нагреть головку примерно до 100-120С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.
Сборка механизма
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.







ktonaavto.ru
Процесс замены
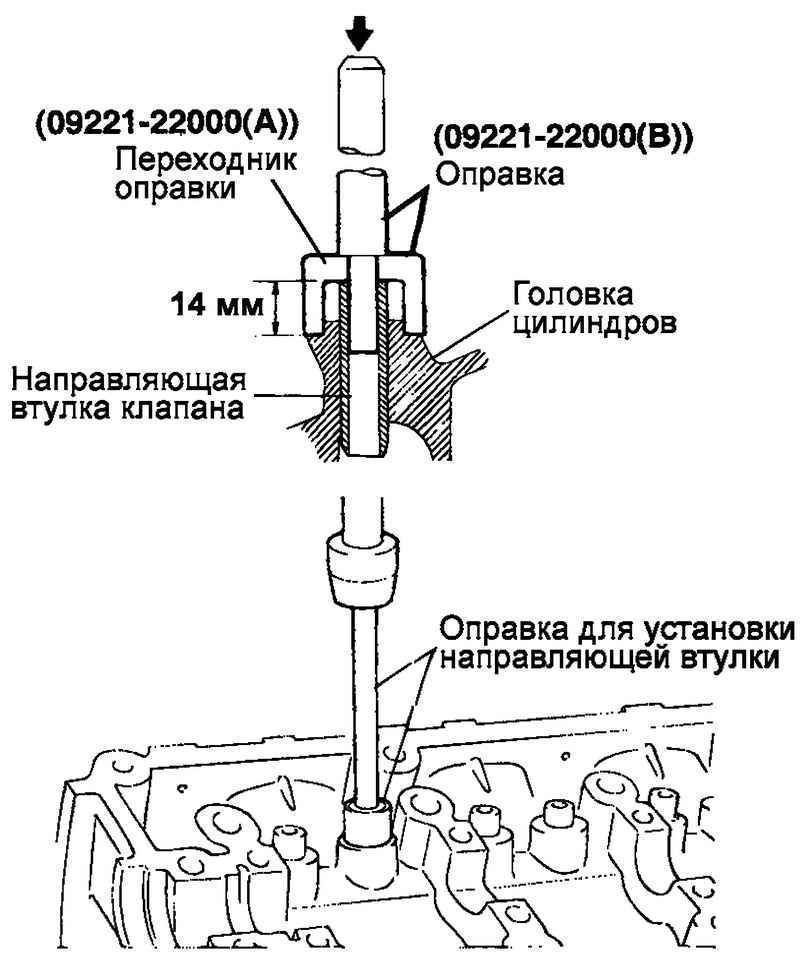
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей. Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны. Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку. Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
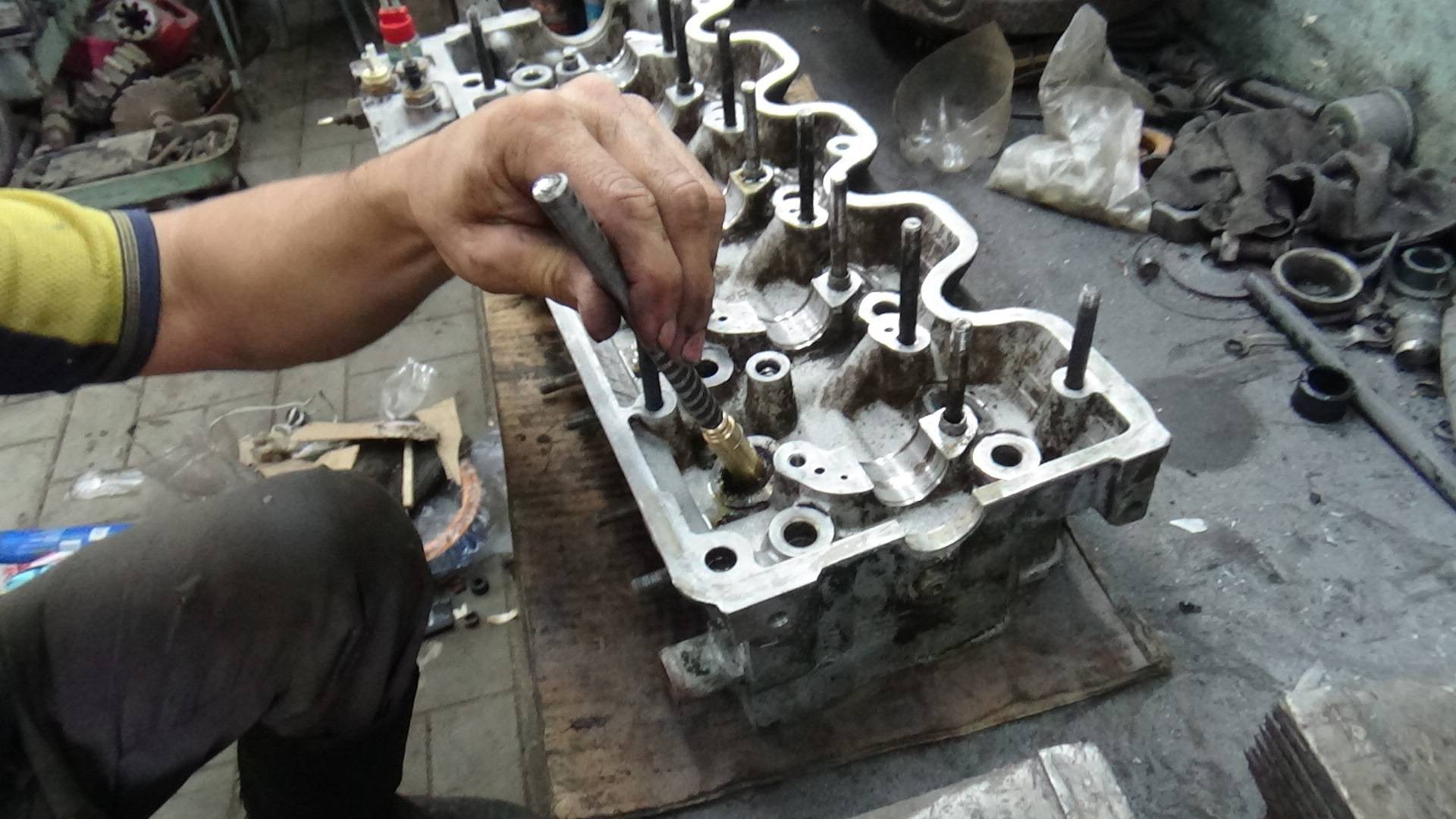
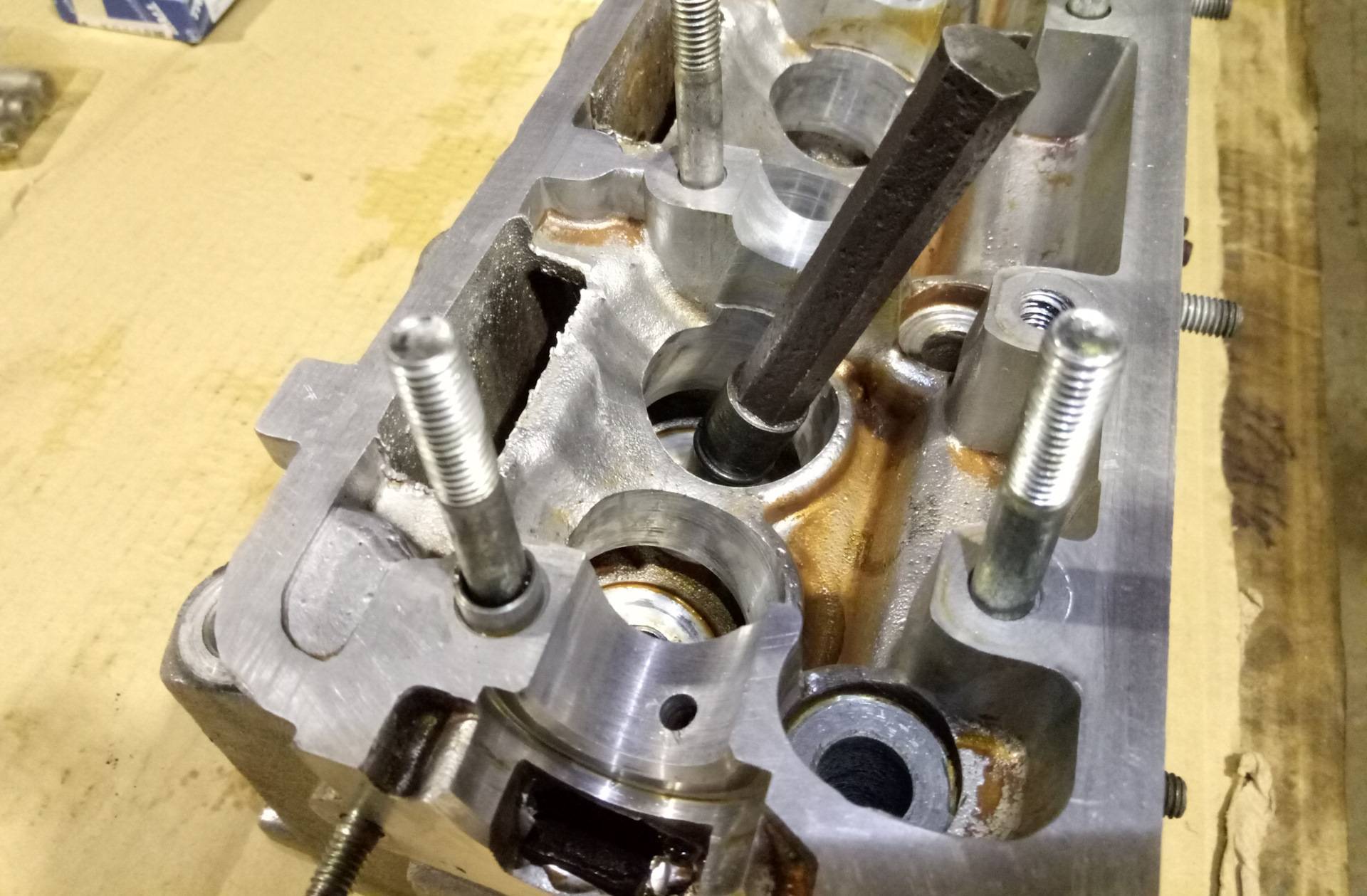
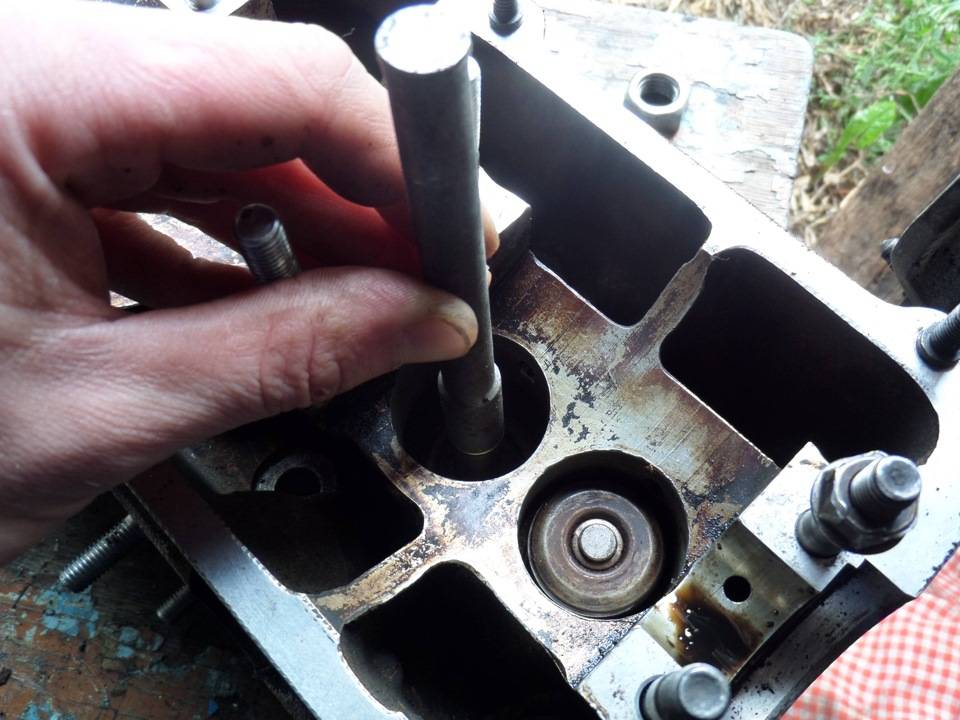
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток. Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.
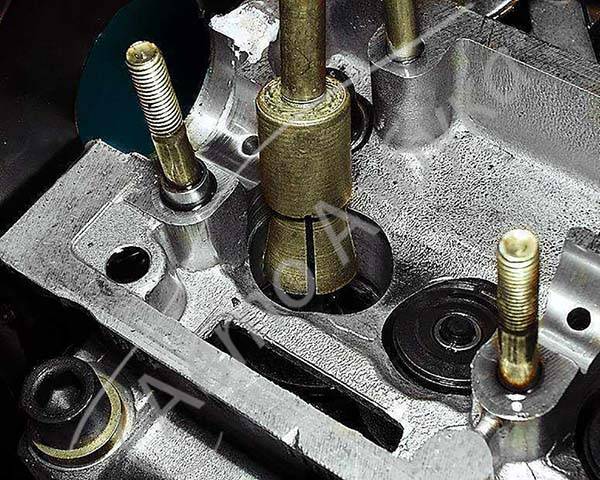
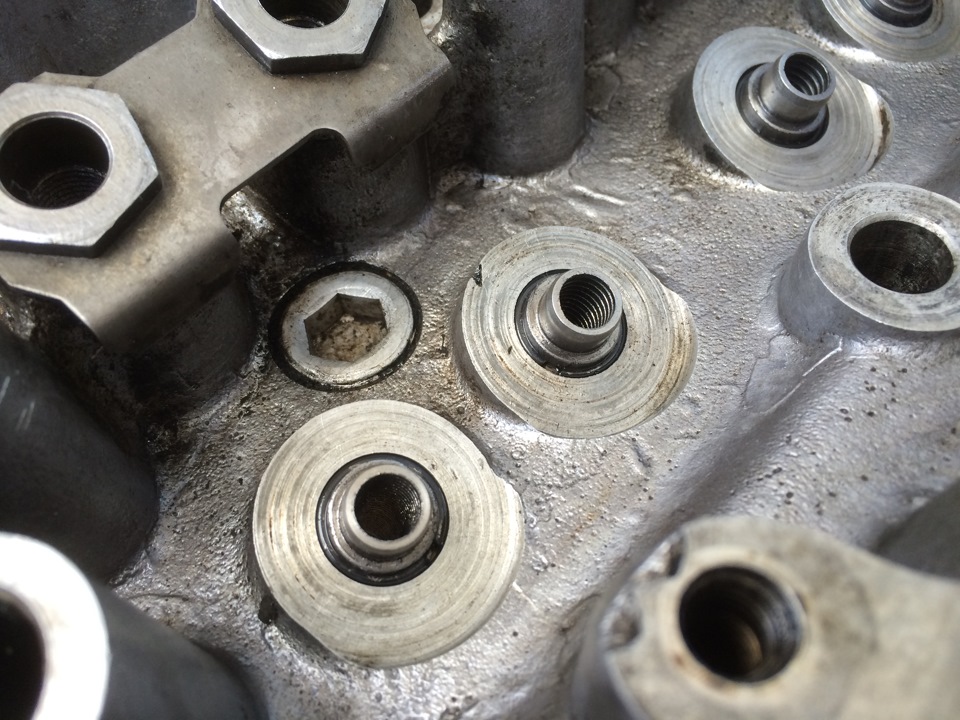
Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2)
Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Ещё кое-что полезное для Вас:
В процессе эксплуатации втулки клапанов изнашиваются, в основном в плоскости вращения распредвала, и соосность втулки с клапаном теряется, втулка разбивается на концах именно в этой плоскости. Потом клапан начинает гулять,- его биение превышает норму, из-за этого он неплотно прилегает к седлу, соответственно он разбивает фаску седла. Это может привести к прогару клапана и последующей замене седла. А может и не привести, если вовремя исправить.
В изношенной направляющей клапан будет ходить криво, что приведёт к быстрому износу маслосъёмных колпачков, тогда масло будет легко попадать в двигатель, тем более сама втулка разбита, и через неё пройдёт больше масла. Простая замена колпачков не поможет, новые быстро износятся и всё повторится сначала.
Масло также может уходить и через зазор втулки с головкой, особенно если установить «фирменную» кривую втулку, вроде бы и мск в порядке, не пропускают, и клапан ходит без перекосов, а всё равно всё в масле. И эта поломка довольно сложно диагностируется, ведь туда не заглянешь, а масло всё равно будет со всех сторон.
А при обрыве ГРМ, как правило, гнутся клапана, и они могут повредить направляющие.
Запрессовка направляющих
Засовываются обратно направляющие точно так же, как и высовываются, только наоборот. Есть несколько вариантов сделать это: одни делают посадку более качественной, другие проще реализуются.
Легче всего запрессовывать направляющие, если нагреть головку или охладить втулку. Чем больше будет разность температур у деталей, тем меньший будет меньше натяг и меньше усилий усилий придётся приложить при запрессовке.
Чем меньше нужен натяг у пары втулка-головка и чем твёрже материалы деталей, тем меньше потребуется разность температур. Дело в том, что мягкие металлы при запрессовывании могут нагартовываться, тем самым уменьшая натяг. Мягкий металл просто сминается под более твёрдым. А если обе детали из мягкого металла (алюминиевая головка и бронзовая втулка), то в процессе запрессовывания при натяге свыше 0,05 мм детали схватятся с образованием задиров. Из-за этого будет меньший теплоотвод и клапан может заклинить, а втулка при меньшем натяге вылетит из посадочного отверстия. Но хватит теории, перейдём делу.
 Самая простая запрессовка осуществляется ударным способом- молотком через оправку, чтобы не сбить торец втулки. Если не нагревать-охлаждать детали, то втулку надо хотя бы смазать маслом, иначе дело пойдёт совсем плохо.
Самая простая запрессовка осуществляется ударным способом- молотком через оправку, чтобы не сбить торец втулки. Если не нагревать-охлаждать детали, то втулку надо хотя бы смазать маслом, иначе дело пойдёт совсем плохо.
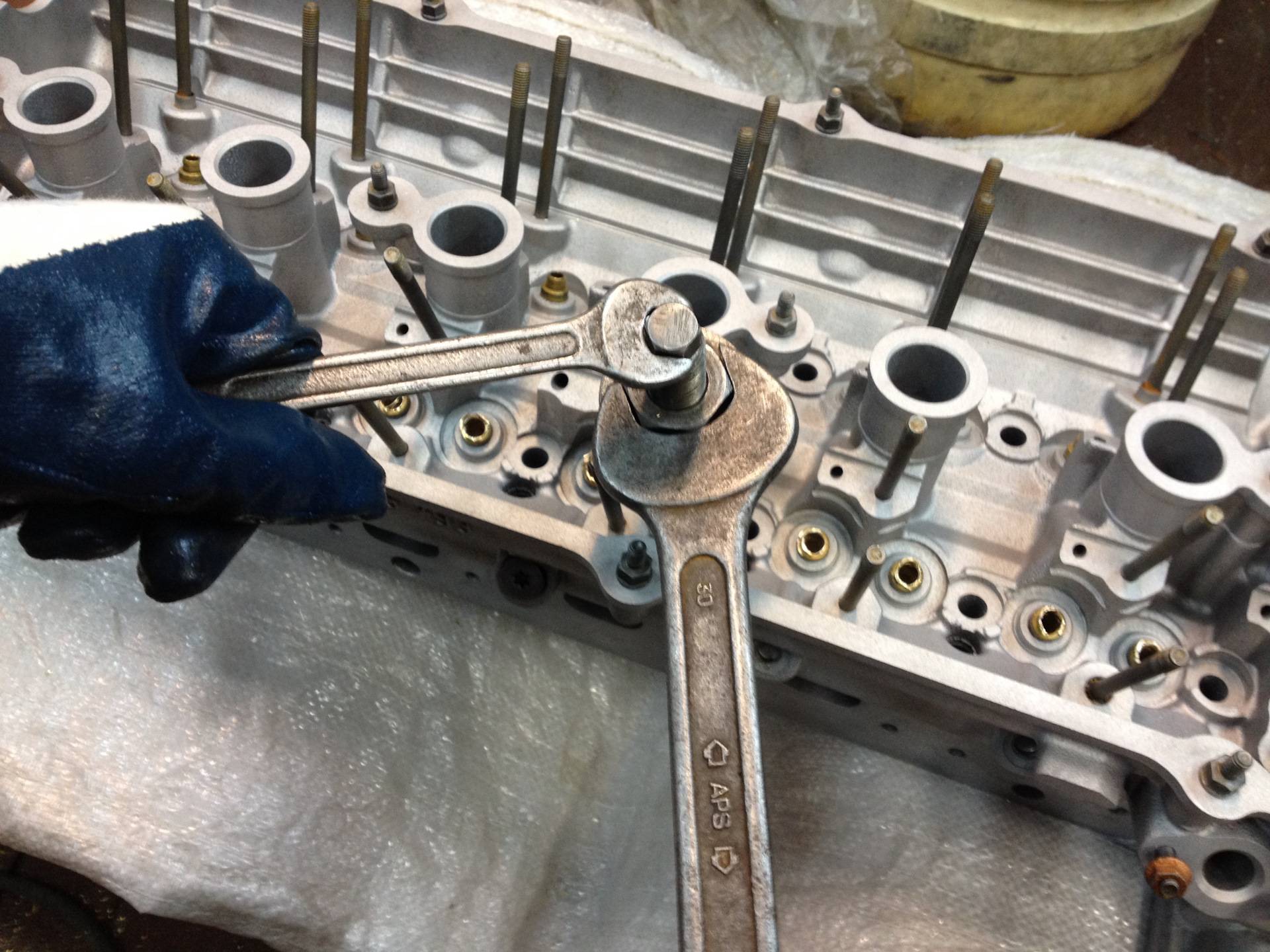
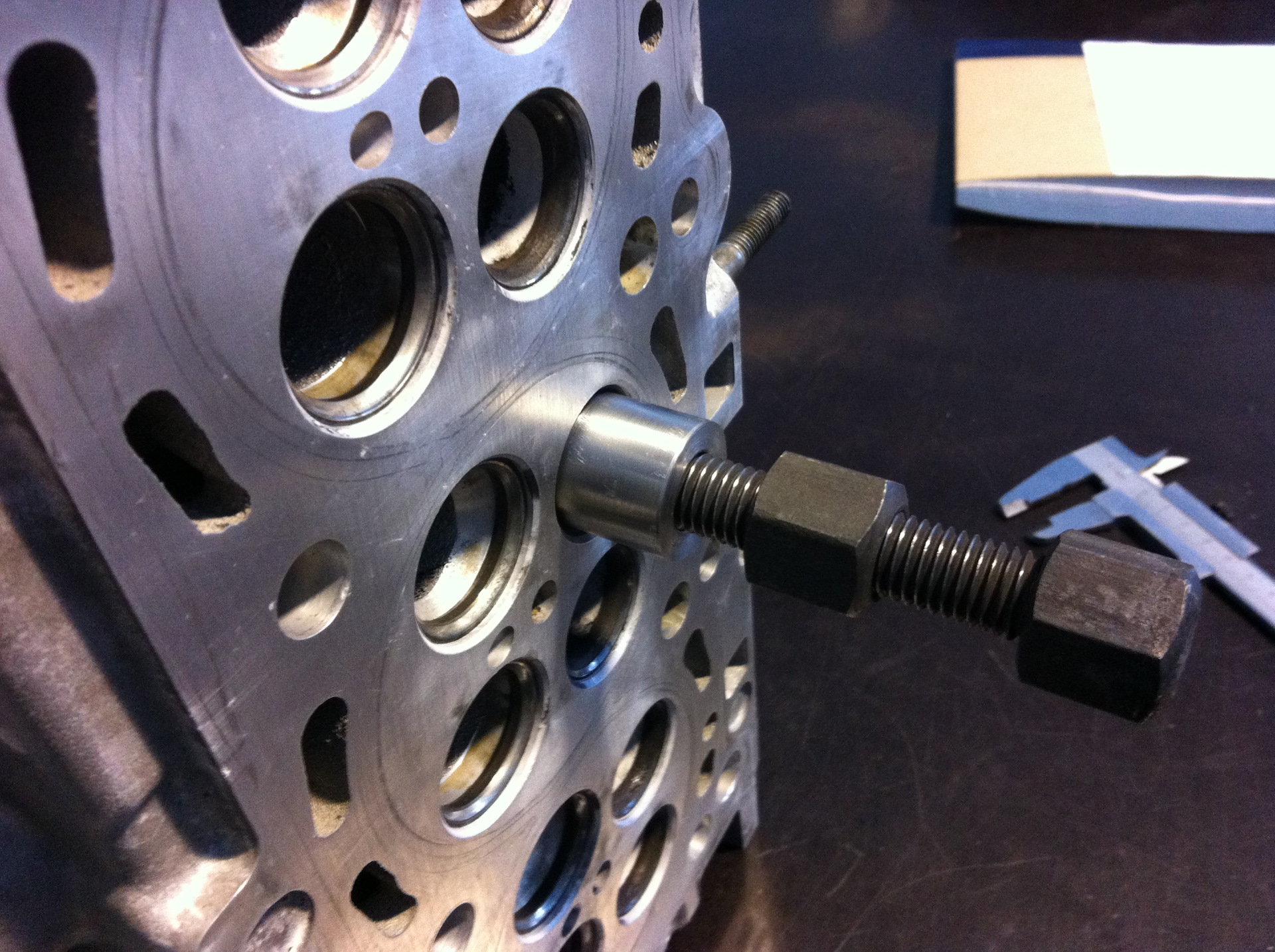
 Более щадящий режим запрессовки может гарантировать винтовое приспособление, оно хотя бы кромку не собьёт. Продеваем шпильку через втулку и посадочное отверстие, накручиваем гайки через проставки, снизу упираем в седло клапана, а сверху в направляющую втулку. По мере накручивания гаек втулка будет запрессовываться.
Более щадящий режим запрессовки может гарантировать винтовое приспособление, оно хотя бы кромку не собьёт. Продеваем шпильку через втулку и посадочное отверстие, накручиваем гайки через проставки, снизу упираем в седло клапана, а сверху в направляющую втулку. По мере накручивания гаек втулка будет запрессовываться.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.





Слева втулка для выпускного клапана, справа — для впускного
Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.
Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.
Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.
Инструмент для выпрессовки и запрессовки направляющих втулок
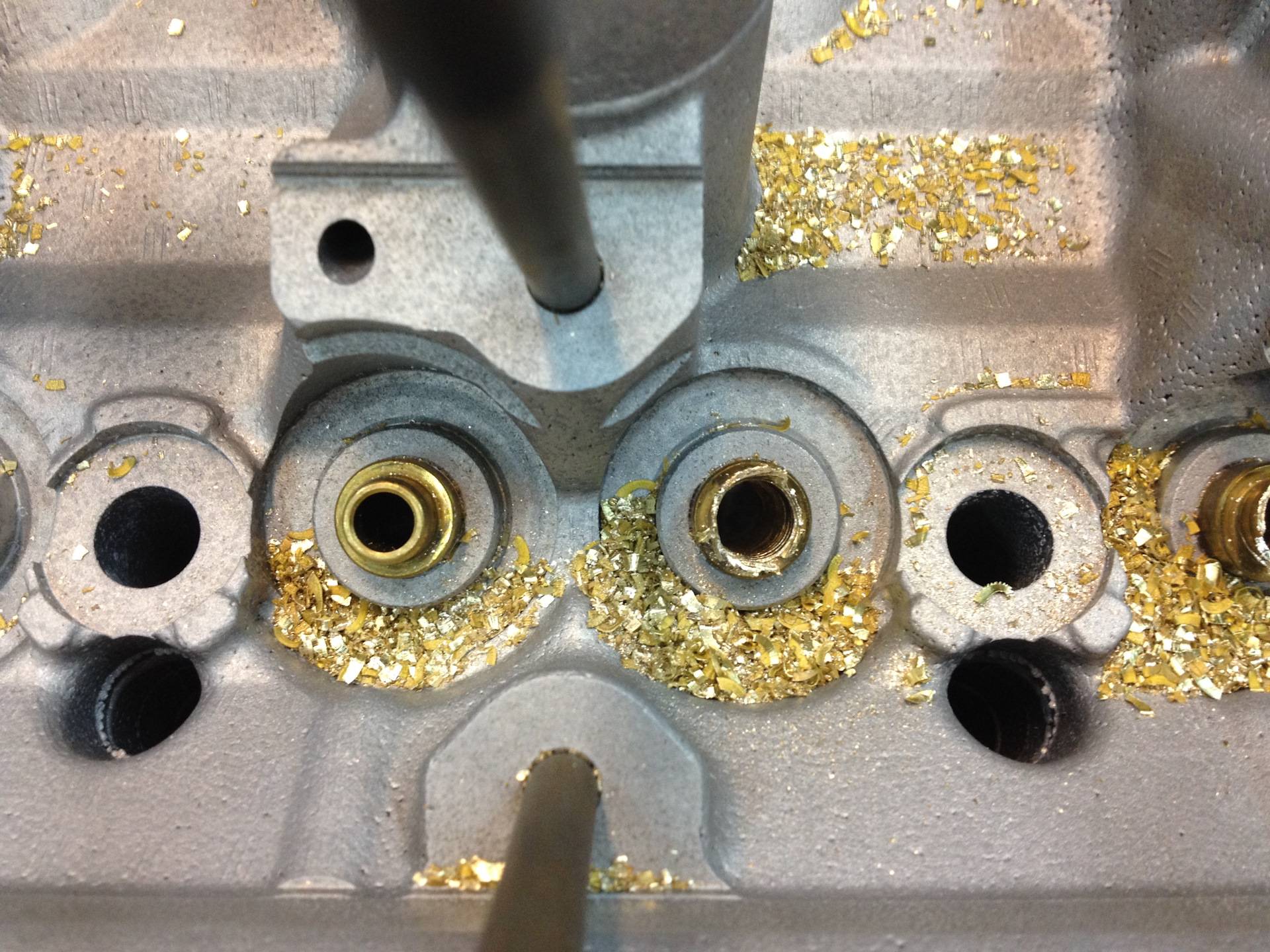
- Бывает, что деталь не хочет выходить. В таких случаях её высверливают. И воспользоваться лучше станком для сверления. Взяв для работы обычную дрель, есть риск повредить посадочное гнездо и создать перекос. Полностью высверливать её, возможно, и не придётся. При тонких стенках её уже будет намного легче выбить.
- Внутренняя поверхность посадочного гнёзда после извлечения должна быть максимально гладкой и идеально чистой. Не должно быть никаких царапин, шероховатостей и прочих, даже малейших, дефектов. Для получения подобного результата его нужно дополнительно обработать после выпрессовки.
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.