Гильзы как способ ремонта
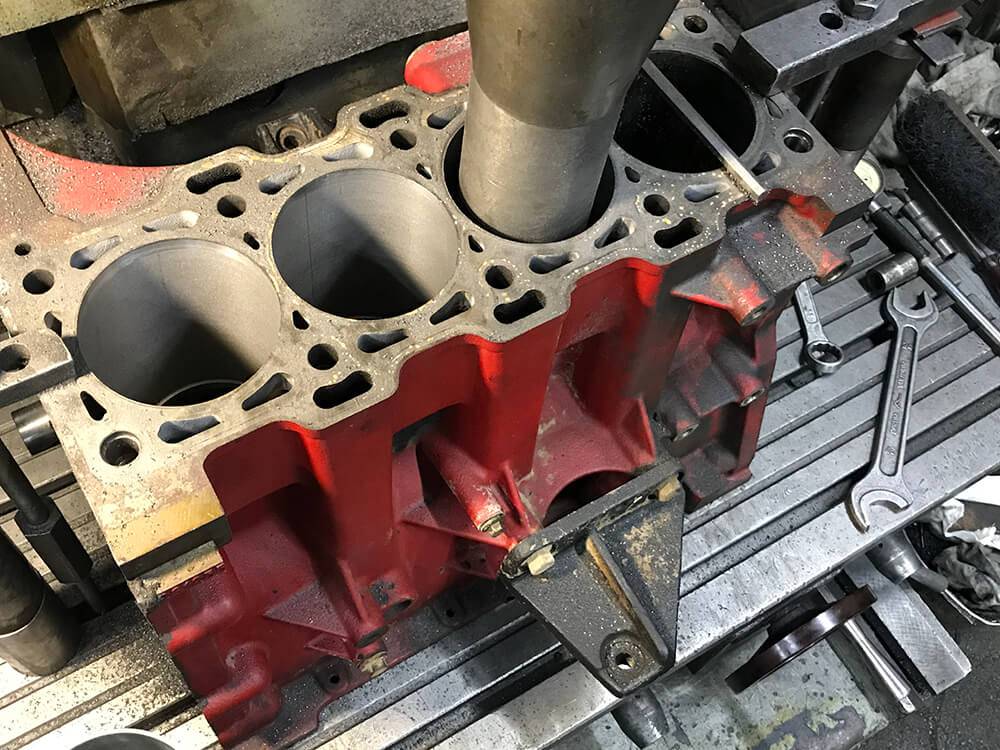
И в чугунных и алюминиевых блоках, есть такое понятие как «ГИЛЬЗОВКА», то есть устанавливаются специальные гильзы – это цилиндрические (как правило — чугунные) полые части похожие на большой кусок трубы.

Они запрессоваются в блок мотора под температурой и прочно сидят на своем месте. Основное назначение сделать мотор прочнее (в случае с алюминиевым вариантом), придать конструкции ремонтопригодность, увеличить ресурс. Гильзы могут быть из высокопрочного легированного серого чугуна, а также из обычного (стоит отметить варианты с тонкими стальными гильзами такое тоже есть, пример — машины фирмы ISUZU), есть и алюминиевые варианты, но они не так часто распространены.

Большим плюсом является то — что при износе гильзы, она как бы берет весь удар на себя. Вы ее просто вытаскиваете (вытачиваете), ставите ремонтную, или даже такую же по размерам. Меняете поршни и кольца (скорее всего, нужен будет ремонт). И мотор опять работает в штатном режиме.
Однако есть двигатели, которые не «гильзуются» с заводов как алюминиевые, так и чугунные. Если чугунный блок мы можем расточить, а также «прогильзовать» вариантом серого чугуна — поставить поршни больше (или такие е же) и кататься дальше — потому как нет разницы теплового расширения металла. То вот алюминий из-за своей сложной технологии изготовления такому зачастую не подвластен. Возникает справедливый вопрос – а можно ли поставить в него гильзы?
Дальнейшее развитие и неремонтопригодные блоки
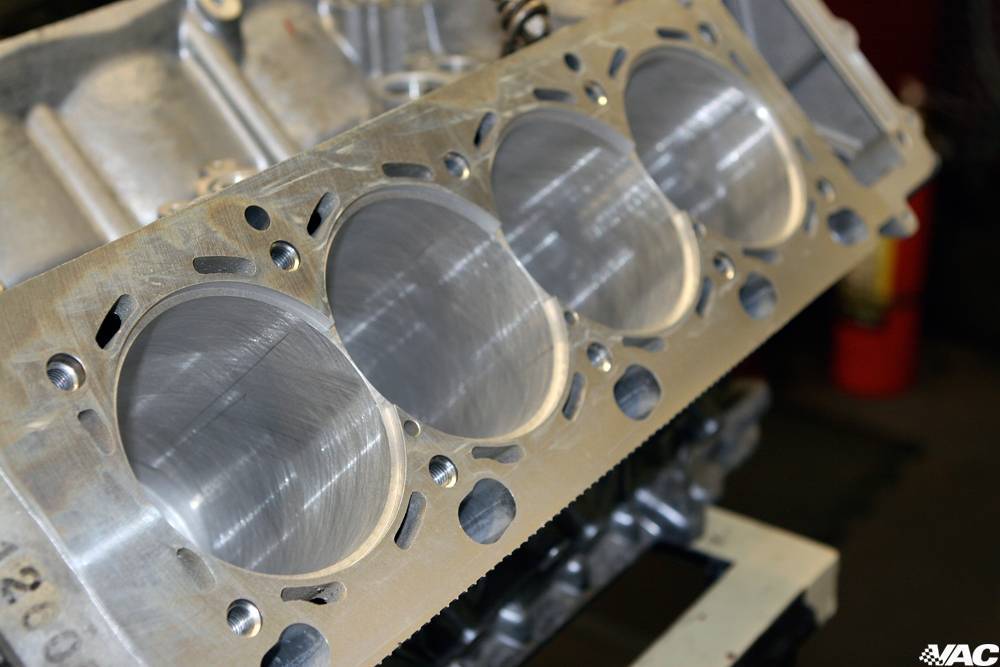
На достигнутом автопроизводители не остановились. Решение относительно того, что необходимо отказаться от применения чугуна и гильз оказалось правильным. Это обеспечило упрощённый и удешевлённый процесс производства. Исключили необходимость запрессовывать гильзы, отливать блоки вокруг так называемых стаканов и пр.
Вместе с тем цельный алюминиевый блок означал, что нет нужды учитывать температурные параметры разных материалов, то есть алюминия и чугуна. Это позволило добиться лучшего охлаждения.
Но проблема мягкости алюминия осталась неизменной. Поскольку на поршнях используются прочные стальные кольца, при активной эксплуатации они начнут быстро разрушать сам алюминиевый цилиндр. Появилась необходимость придать зеркалам цилиндров дополнительную прочность. Чтобы этого добиться, разработчики начали пробовать разные покрытия на основе сверхпрочных материалов.
В результате мир увидел первые безгильзовые моторы на основе алюминиевого блока. В серийное производство их запустили в 1971 году. Основой был справ из алюминия, куда добавляли 17% кремния. Если описывать коротко, зеркало рабочего цилиндра поддавали резкому и сильному охлаждения, что позволяло кристаллизовать кремний. Потом зону обрабатывали разными кислотами. Они удаляли остатки имеющегося алюминия уже на молекулярном уровне.
В итоге появилась высокопрочная твёрдая стенка внутри цилиндра, по которой вполне свободно и без рисков образовать повреждения ходили поршни со стальными кольцами. Технология показалась весьма перспективной, что привело к её дальнейшему развитию. В результате появились алюминиевые гильзы, насыщенные кремнием.
Несмотря на кажущуюся победу алюминия над чугуном, на практике всё оказалось не так радужно и перспективно. Оставалась проблема слабой устойчивости к механическим воздействиям, из-за которых появлялись задиры. Ведь несмотря на высокопрочный слой, он был тонким, а под ним находился мягкий металл алюминия.
Следующим этапом развития стала специальная технология, которая подразумевала уплотнение стенок за счёт гальванической обработки с помощью никеля и карбида кремния. Эта технология хорошо известна поклонникам автомобилей Audi и BMW. Баварцы пошли немного дальше, выпустив мотор с алюминиевыми улучшенными гильзами, выполнив при этом все остальные компоненты на основе магниевого сплава. Это существенно снизило массу ДВС.
В настоящее время инженеры активно работают над тем, чтобы сделать технологию обработки стенок цилиндров ещё более прочной, долговечной и эффективной. В результате появилось лазерное легирование, плазменное нанесение, применяется титан и пр.
Все усилия разработчиков были направлены на увеличение ресурса ДВС и уменьшение его веса. В теории всё выглядело радужно и перспективно. Но на практике проявился целый ряд недостатков у так называемых неремонтопригодных блоков цилиндров. Алюминиевые БЦ могли быстро выйти из строя и не иметь возможности восстановления при определённых поломках. Параллельно замена всего блока обходилась в солидную сумму, составляющую около 20-30% от стоимости автомобиля, а местами даже дороже.
Алюминиевые блоки не могли обеспечить солидный моторесурс, который в среднем для разных автопроизводителей составлял 300 тысяч километров. Если сравнивать с чугунными блоками, либо же с блоками из алюминия, но гильзованные чугуном, то они без особых проблем преодолевали по 400-500 тысяч километров. Существуют и легендарные миллионники.
Учитывая имеющиеся недостатки, обусловленные малым ресурсом и высокой стоимостью замены БЦ, остро встал вопрос относительно ремонта якобы неремонтопригодных блоков. И тут спасением стали гильзы. Специалисты уже не один год практикуют гильзовку алюминиевых БЦ, несмотря на то, что официально они не подлежат восстановлению.
Эта процедура оказалась не самой дешёвой и простой, но в сравнении с приобретением нового блока или полностью двигателя всё равно снижает затраты автовладельца. Если всё сделать грамотно и в соответствии с технологией, ресурс ДВС после гильзовки окажется ничуть не меньше, чем у контрактного двигателя или же у старого ДВС с новым блоком. Потому затраты на гильзование зачастую полностью себя оправдывают.
В настоящий момент гильзованию поддаётся практически любой мотор. Здесь главное наличие достаточной толщины стенок, которая позволит провести восстановление гильзами. Если с двигателем возникли проблемы, можно подобрать для него подходящие по размеру гильзы, и монтировать их внутрь блока.
Замена «сухих» гильз
В случае блока с «сухими» гильзами замена может быть проведена двумя способами:
- холодным способом;
- с применением термической обработки.
Метод горячей гильзовки считается наиболее качественным. В ходе такой замены втулку обрабатывают антиконденсатным составом, блок нагревают, после чего в гнездо цилиндра помещают гильзу, предварительно охлаждённую в жидком азоте.








Работы по замене гильзы отличаются высокой сложностью ещё и по причине требуемой высокой точности: для качественной диагностики поверхность гильзы замеряется с десятой степенью точности. От того, как точно будут произведены измерения, зависит правильный подбор гильзы на замену.
Видео о гильзовке:
Некоторые тонкости гильзования
Чтобы как-то подвести итоги, сделать некоторые уточнения и дополнения, можно разобрать всё по полочкам, рассказать некоторые нюансы и важные моменты.
- БЦ бывают алюминиевыми и чугунными, а также делятся на цельные и с завода гильзованные;
- Существуют блоки, выполненные из алюминия, но не рассчитанные на использование ремонтных поршней;
- Если это цельный БЦ на основе чугуна, его стенки обязательно покрываются коном;
- Крайне редко встречаются моторы, в которых внутри чугунного блока дополнительно применяются стальные гильзы;
- ДВС с алюминиевыми блоками в большинстве своём имеют гильзы. Крайне редко встречаются цельнолитые варианты;
- Многие современные силовые агрегаты оснащаются алюминиевыми БЦ, дополненными сухим типом гильз. Тут на стенки блока наносят специальные твёрдые покрытия, с которыми в процессе работе ДВС контактирует поршень;
- В зависимости от того, какое применяется покрытие, в БЦ можно применять ремонтные поршни и проводить гильзовку. Для этого в продаже доступны втулки из алюминия;
- Есть и такие алюминиевые блоки, где установка увеличенных поршней с кольцами считается невозможной, поскольку производитель не выпускает ремкомплекты. Но и такие блоки можно гильзовать;
- Проблем с гильзованием чугунных блоков куда меньше, чем с установкой втулок в БЦ из алюминия. Это обусловлено высокой стоимостью заводских втулок, поскольку за одну гильзу могут потребовать около 150 долларов. В такой ситуации финансово оправдан лишь ремонт одного цилиндра;
- Альтернативой считается применение втулок из чугуна для алюминиевых БЦ. Этот метод ремонта активно применяется в странах СНГ;
- Когда гильзуется один цилиндр, в соседнем нарушается геометрия;
- При правильно проведённых работах, чугунная втулка в алюминиевом блоке способна продлить срок службы ДВС на 150 тысяч километров.
В наше время и в нынешних условиях получить качественно гильзованный двигатель не так уж сложно. Существует большое количество мастеров и автосервисов, предлагающих подобные услуги.
Фактически гильзовку можно считать один из наиболее эффективных методов против своего рода заговора автопроизводителей. Они отказались от производства долговечных ДВС, поскольку поняли преимущества изготовления менее устойчивых к износу моторов. Так потребители чаще приобретают новые машины.
Чтобы как-то продлить срок службы своему двигателю, при износе БЦ активно применяется метод гильзования. Это реальный способ увеличить жизнь двигателю, а также ещё несколько лет эксплуатировать свой автомобиль.
Тонкости и нюансы во время гильзовки блока

Начнем с блоков цилиндров, так как существуют чугунные и алюминиевые изделия, блоки могут быть цельными и с гильзой. Также встречаются БЦ из алюминия, которые не рассчитаны на установку поршней ремонтного размера. В цельных блоках из чугуна стенки цилиндров покрыты хоном. Редким явлением считается ДВС, когда в чугунном блоке дополнительно установлены гильзы из стали. Агрегаты с блоком из алюминия обычно имеют гильзу, намного реже встречаются цельнолитые изделия.
Нужно отметить, что современные ДВС многих производителей имеют алюминиевый блок цилиндров с сухими гильзами. В таких блоках поршень и поршневые кольца взаимодействуют с алюминиевыми стенками втулок, на которые также нанесено специальное покрытие для придания прочности и износостойкости. В зависимости от покрытия одни алюминиевые блоки допускают использование ремонтных поршней, а также возможна их гильзовка. Для решения задачи в продаже присутствуют алюминиевые гильзы.
Другой тип блоков из алюминия не предусматривает возможности поставить увеличенные поршни и кольца для ремонта, так как завод изготовитель не выпускает ремонтных деталей. При этом такие блоки также гильзуются. Если с чугунным блоком проблем не возникает, установка втулок в изделия из алюминия имеет ряд сложностей. Прежде всего, использование готовых заводских гильз для моторов, где гильзование допускается заводом, может обойтись очень дорого. Одна втулка имеет среднюю стоимость около 130-150 у.е. Если нужно отремонтировать только один цилиндр, тогда процедура имеет смысл, а вот гильзовать весь блок алюминиевыми гильзами самого завода-изготовителя ДВС получается экономически нецелесообразно.
Единственным выходом в сложившейся ситуации можно считать установку чугунных гильз в алюминиевый блок цилиндров. Данный способ успешно практикуется мастерами по ремонту двигателей на территории СНГ. Главным условием является обеспечение правильного натяга между гильзой и блоком цилиндров, а также проведение комплексных замеров перед установкой втулок
Важно правильно подобрать тепловые зазоры, обеспечить необходимый отвод тепла.
Также следует учитывать некоторые особенности, например, при установке втулок только в один или два цилиндра. Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.
Понятие гильзы
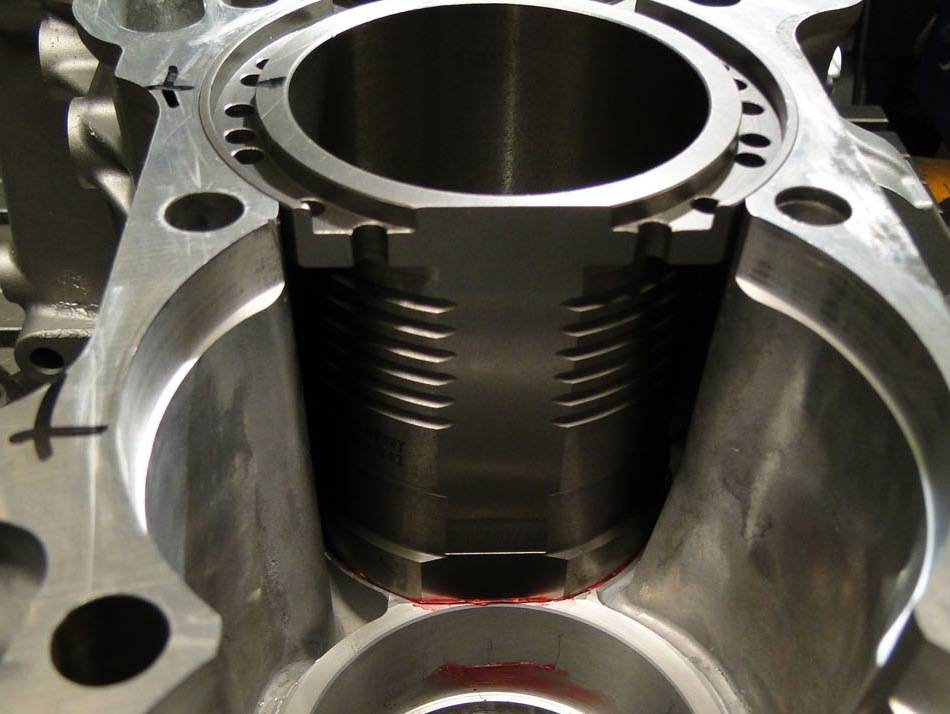
Для начала автолюбителей следует познакомить с таким элементом как гильза цилиндра. По своей сути это съёмная вставка (втулка), которая устанавливается в блок цилиндров. Так можно сказать, что задачей гильзы является выполнение функций стенки блока, поскольку внутри неё будет перемещаться поршень по завершению ремонта.
Объём используемой гильзы напрямую влияет рабочий объём применяемых цилиндров. Процесс, в котором гильзу устанавливают в цилиндр, называют гильзованием либо же гильзовкой блока.
Процесс установки является достаточно сложным. Здесь нельзя просто взять гильзу, вставить её внутрь блока, и собрать всё обратно. Предварительно необходима подготовка. В ходе работ используют специальное оборудование.
Используемые при проведении капитального ремонта гильзы делят на 2 категории. Это мокрые и сухие элементы. Сухие не контактируют с жидкостью охлаждения. Мокрый тип устроен так, что одной из своих сторон контактирует с ОЖ. В них предусмотрены дополнительные уплотнительные прокладки, которые не дают возможности антифризу проникнуть в цилиндры. Параллельно они блокируют прорывы газов, образующихся в цилиндрах, в систему охлаждения.

Если говорить о ремонте, то тут преимущество на стороне мокрых гильз. Выбирая гильзы или втулки, к ним следует предъявить ряд основных требований. Они должны быть:







- устойчивыми к коррозии;
- стойкими в плане механических нагрузок;
- устойчивыми в отношении температурных нагрузок;
- изготовленными из высокопрочных материалов.
Если это гильзы, где предусмотрены дополнительные уплотнители, тогда важно учитывать также и место соприкосновения блока со втулкой. Не стоит забывать о форме и толщине стенок изделия. При необходимости специалисты учитывают отсутствие или же наличие допуска для проведения дополнительной расточки уже самой гильзы после проведения монтажных работ
То есть втулку (гильзу) могут установить в блок, а затем расточить до требуемых параметров, соответствующих размерам поршня
При необходимости специалисты учитывают отсутствие или же наличие допуска для проведения дополнительной расточки уже самой гильзы после проведения монтажных работ. То есть втулку (гильзу) могут установить в блок, а затем расточить до требуемых параметров, соответствующих размерам поршня.
Восстановление цилиндров двигателя
Итак, ремонт блока цилиндров и восстановление самих цилиндров предполагает:
- тщательную очистку поверхностей БЦ;
- затем производится проверка на герметичность каналов системы охлаждения в блоке (рубашка охлаждения);
- также промываются и очищаются, а затем проверяются масляные каналы;
- далее проводится осмотр цилиндров в целях выявления различных дефектов;
- затем производится расточка/гильзовка блока, шлифовка поверхностей и т.д.
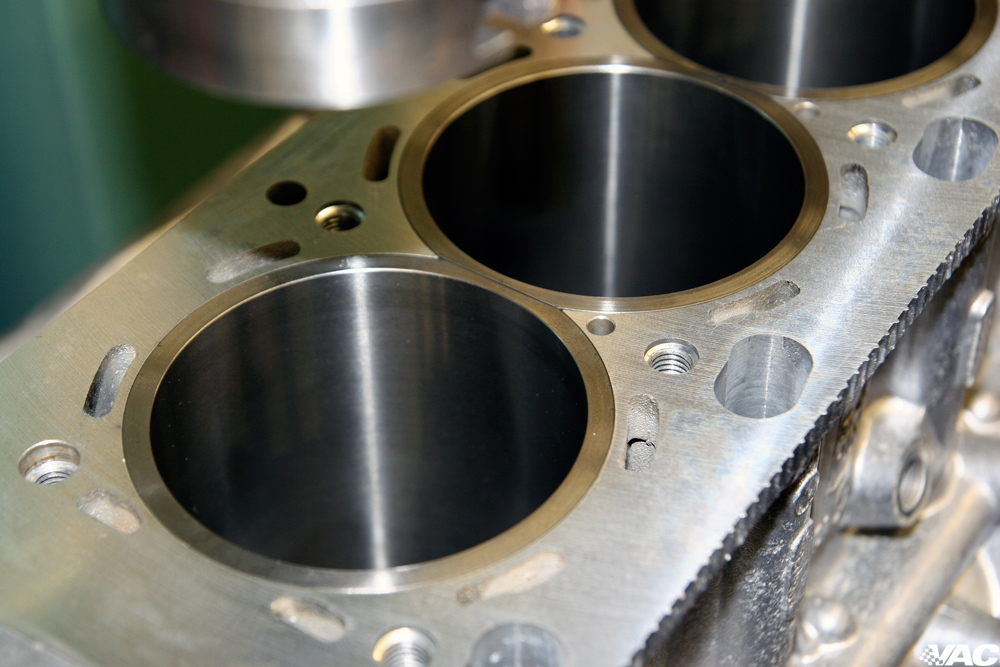
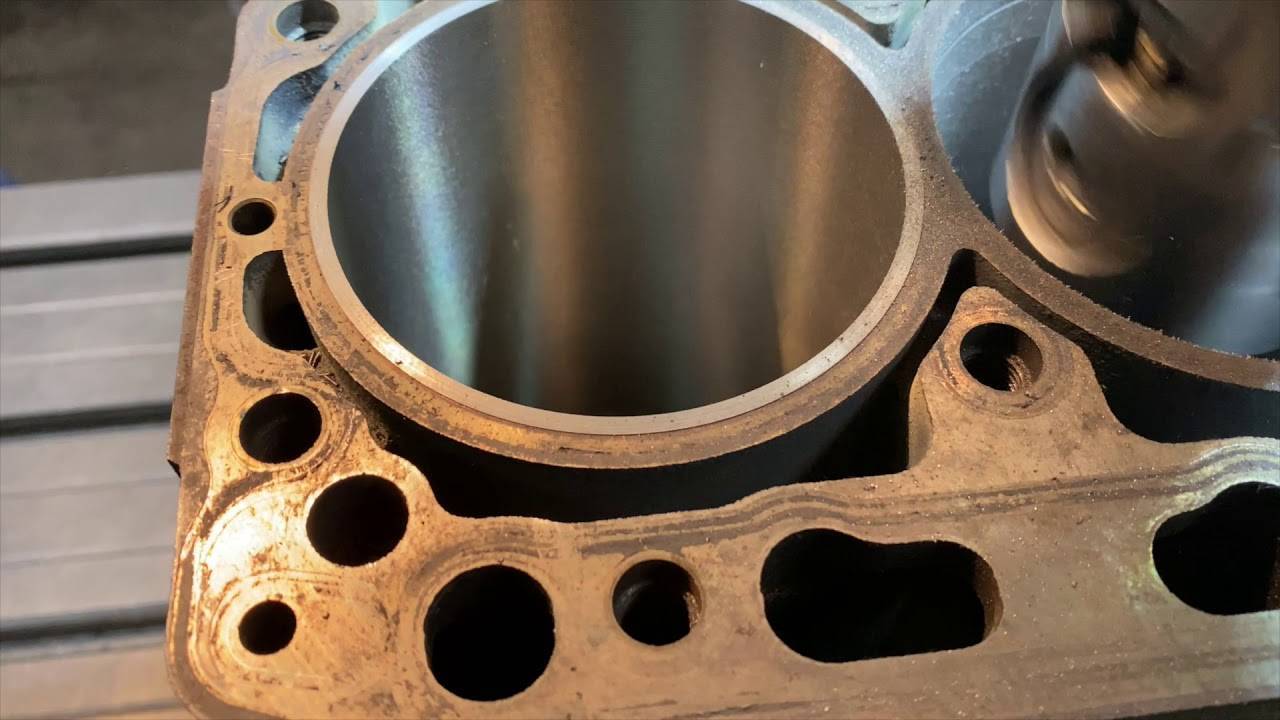
Для многих двигателей растачивание цилиндров является обязательной процедурой в рамках капитального ремонта мотора. Для выполнения процедуры используется специальный станок для расточки цилиндров двигателей. Под самой расточкой блока следует понимать обработку внутренней поверхности.
Такая обработка фактически представляет собой снятие слоя металла для выравнивания неровностей, удаления задиров, сглаживания раковин и т.д. Главная задача обработки заключается в том, чтобы придать цилиндрам нормальную форму (цилиндрическую).
Следующим шагом после расточки является хонингование. Нанесение хона на внутренние поверхности цилиндров выполняется абразивным мелкозернистым материалом (хонинговальный брус на хонинговальной головке). Сама хонинговальная головка крепится в шпинделе хонинговального станка. Такой станок позволяет реализовать вращательные и возвратно-поступательные движения.
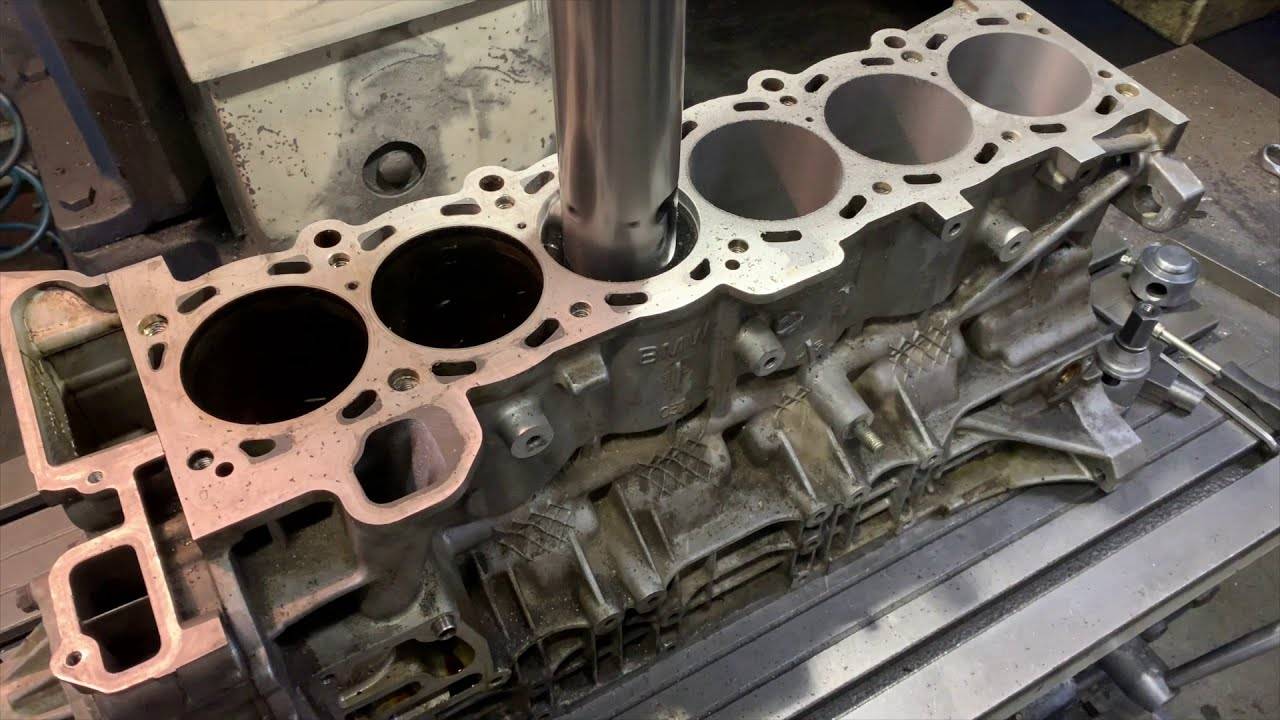
Еще ремонт блока цилиндров может предполагать гильзовку или перегильзовку. В первом случае следует понимать установку гильз, хотя заводская конструкция изначально этого не предполагает. Во втором изношенную гильзу извлекают из блока, после чего устанавливают ремонтную новую.
Как правило, гильзовка блока может быть выполнена двумя способами, когда гильзу охлаждают жидким азотом или же осуществляется нагрев ответной детали. В первом случае охлажденная гильза уменьшается в размере и с легкостью ставится (запрессовывается) на посадочное место. Второй способ предполагает нагрев. Оба метода запрессовки гильз позволяет добиться нужного натяга.
Напоследок отметим, что также в рамках восстановления блока может потребоваться выполнить ремонт постели подшипников коленчатого вала. Также в некоторых случаях возникает необходимость устранить деформацию блока. Для этого используется метод искусственного старения, когда блок нагревают до определенной температуры, после чего производится обработка различных участков.
Как осуществляется гильзовка
Процесс гильзования подходит для любых видов моторов. Работа может отличаться в зависимости от материала детали или типа гильзы. Не всегда обязательна замена всех гильз.
«Сухие» и «мокрые» гильзы
«Сухой» называют гильзу, которая не соприкасается с охлаждающей жидкостью. Такие гильзы составляю одно целое с БЦ поэтому ремонту подлежит вся конструкция.
Преимуществом «сухих» втулок является то, что предусмотрены заготовки с запасом по внешнему диаметру и длине, что позволяет запрессовывать их в конструкцию даже после последней расточки.
Внешняя сторона «мокрой» гильзы соприкасается с охлаждающей жидкостью. Они обеспечивают больший отвод тепла. В новых моделях автомобилей мотор уже гильзован, в таких случаях обычно используют «мокрые» гильзы. Ремонт таких втулок гораздо проще и может производиться без извлечения двигателя. И главное преимущество в том, что можно заменить только изношенную или повреждённую гильзу, не заменяя все остальные.
Чугунные и алюминиевый
У большинства двигателей блок изготовлен из чугуна (зачастую легированного). Такие конструкции отличаются прочностью и износостойкостью, однако имеют большой вес. Споры о том, какой лучше: чугунный или алюминиевый — всегда актуальны среди автолюбителей. Главными преимуществами алюминиевого блока являются его вес, низкая стоимость, устойчивость к высоким температурам.
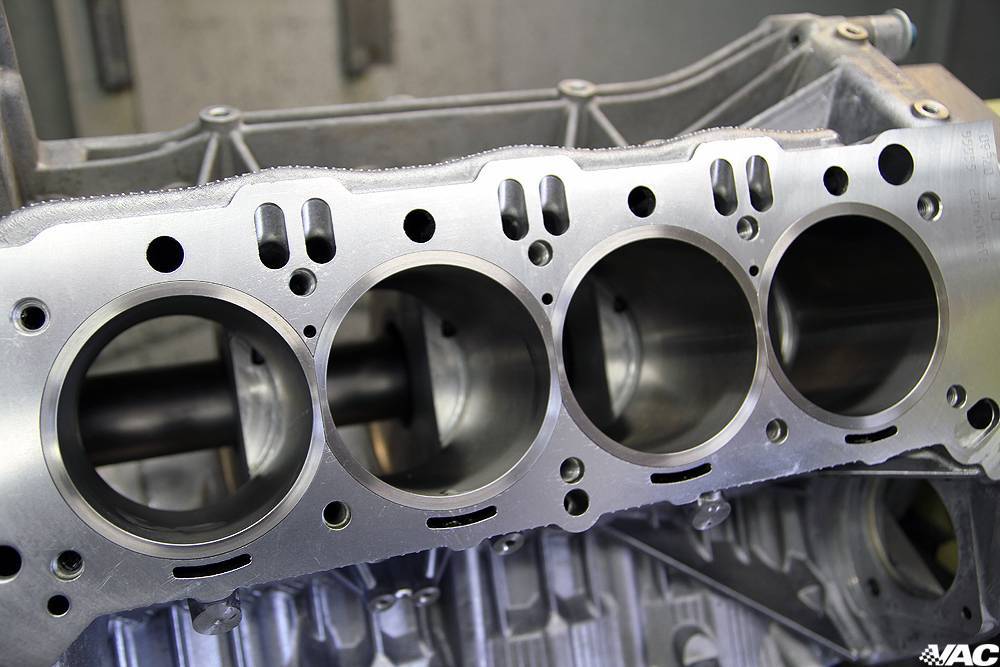
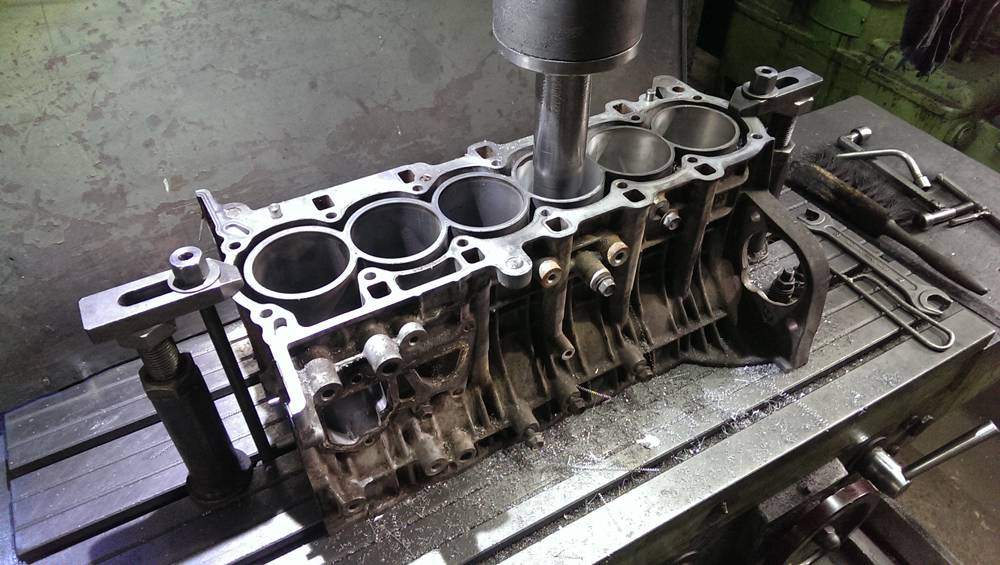
Процесс гильзовки блока цилиндров
В первую очередь производят расточку для достижения точного ремонтного размера. Следующий этап — хонингование. Это процесс, который позволяет корректировать форму, устранять шероховатости поверхности заготовки. Когда все подготовительные этапы завершены, можно переходить непосредственно к гильзовке блока цилиндров.
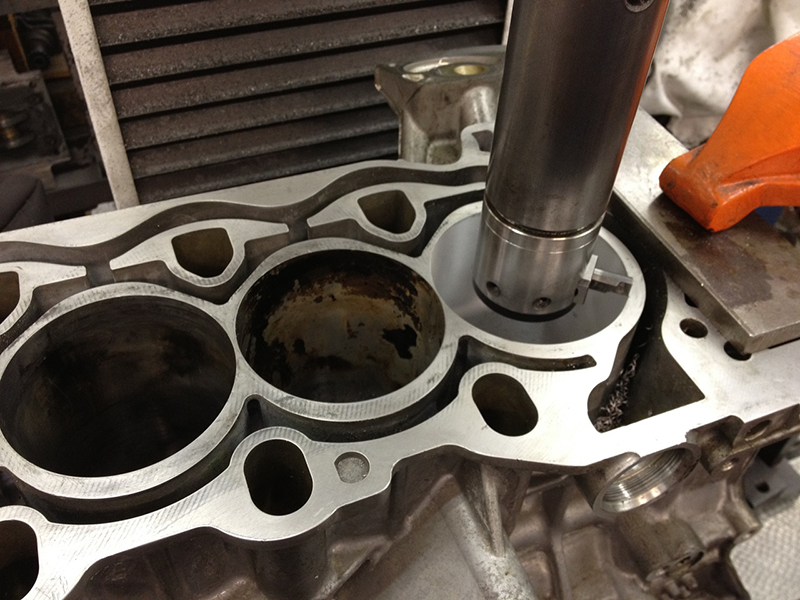
Рассмотрим подробно процесс так называемого горячего гильзования. Он предполагает установку «сухой» гильзы. Этапы:
- БЦ нагревается до высокой температуры (около ста пятидесяти градусов);
- Втулка охлаждается в азоте, затем обрабатывается средством, которое предотвращает образование конденсата при установке холодной гильзы в горячий блок;
- Установка гильзы в гнездо.
Такой метод позволяет гильзе легко и надежно закрепиться в гнезде.
Также используется метод запрессовки. Он имеет место в ситуациях, когда двигатель из алюминия не растачивается перед гильзовкой. Тогда гнездо предварительно обрабатывают герметиком и запрессовывают втулку.






Процесс гильзовки требует опыта и внимательности мастера, поэтому производиться в автомастерских профессионалами.
Обкатка авто после гильзовки
Обкатка авто – это процесс притирки деталей друг к другу. Некоторые производители рекомендуют до определённого пробега не превышать обороты и соблюдать скоростной режим. К слову, отношение к обкатке двоякое. Многие автолюбители игнорируют этот момент, что зачастую приводит к быстрому износу и выходу из строя узлов и деталей.
Чтобы двигатель работал исправно и прослужил долгий срок, после гильзовки блока рекомендуется соблюдать следующие рекомендации:
- Не превышайте обороты двигателя, держите средние;
- Будьте внимательны и осторожны с педалью газа первую 1000 км;
- Смените масло через 100-200 километров, чтобы избавиться от образовавшейся стружки.
Капитальный ремонт мотора

В ходе работы двигателя стенки цилиндров получают большую нагрузку от постоянно трущихся поршней. Даже такая прочная сталь, которая идёт на изготовление цилиндров, неизбежно истирается от такого обращения.
Характер нагрузки на стенки таков, что со временем цилиндры из круглых становятся овальными. Как следствие – поршневые кольца прилегают уже неплотно, формирующиеся отработавшие газы и частично горючая смесь поступают в картер. Следствие – высокое потребление масла, общее понижение мощности мотора.
Ещё один признак этой проблемы двигателя – выхлопной дым сизого цвета, указывающий на наличие в выхлопе тех веществ, которых там не должно быть.
«Лечится» овализация цилиндров их расточкой, в ходе которой цилиндры возвращают к их изначальной геометрии, стачивая изнутри «лишнее» с помощью специализированных станков. В расточенный цилиндр устанавливается поршень увеличенного диаметра, и технология работы таким образом восстанавливается.
Иногда расточка применяется не для ремонта, а для того, чтобы повысить мощность мотора. В этом случае действия производятся аналогичные, с той разницей, что изначально обрабатываемые цилиндры имеют нужное круглое сечение, задача – просто увеличить их внутренний радиус. Большие по диаметру цилиндры могут засасывать больше воздушно-топливного состава, соответственно, это даст большее давление на поршень и большую мощность.