

Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;
Расположение переключателей на передней панели сварочного аппарата BlueWeld
теперь к баллону с углекислым газом подключается редуктор так, как показано на фото;
Понижающий редуктор подключается к баллону с углекислым газом
бобина со сварочной проволокой закрепляется в аппарате, после чего конец проволоки заводится в подающий механизм;
Сварочная проволока заводится в подающий механизм
сопло на горелке откручивается пассатижами, проволока продевается в отверстие, после чего сопло прикручивается обратно;
Снятие сопла со сварочной горелки
- после заряжания аппарата проволокой с помощью переключателей на передней панели аппарата выставляется полярность тока сварки: плюс должен быть на электрододержателе, а минус на горелке (это так называемая прямая полярность, которую ставят при работе с медной проволокой. Если же сварка производится обычной проволокой без медного покрытия, то полярность необходимо поменять);
теперь аппарат подключается к сети. Горелка с электрододержателем подносится к ранее подготовленному свариваемому участку. После нажатия кнопки на электрододержателе раскалённая проволока начинает выдвигаться из сопла, одновременно открывается подача углекислого газа;
Процесс сварки автомобильного кузова полуавтоматическим аппаратом
если сварной шов будет длинным, то сварка производится в несколько приёмов. Вначале привариваемый участок «прихватывается» в нескольких точках. Затем делается 2–3 коротких шва по линии соединения. Они должны отстоять друг от друга на 7–10 см. Этим швам необходимо дать остыть в течение 5 минут;
Несколько коротких предварительных швов
и только после этого оставшиеся участки соединяются окончательно.
Края повреждённого кузова сварены окончательно
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома
А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой
Типы сварочных соединений в кузовном ремонте
Существует несколько категорий сварочных соединений в кузове автомобиля: внахлест, внахлест с пазом, а также встык.

Самым сложным для неопытных специалистов в кузовном ремонте является сварное соединение встык. Однако, используя качественные сварочные аппараты (MIG/MAG или TIG), вполне реально научиться делать приличное соединение после нескольких попыток.
При таком способе листы металла состыковываются краями лишь с небольшим компенсаторным зазором между ними. Он необходим для того, чтобы дать металлу место для расширения при нагревании.
Внахлест листы соединяются с небольшим наложением друг на друга. При этом край одного листа приваривается к перекрываемой части другого с одной или же с двух сторон (то есть с образованием одного или двух швов соответственно). В местах соприкосновения листов мы имеем металл двойной толщины.
Если же речь идет о соединении внахлест с пазом, то для этого потребуются специальные инструменты. Нужно будет определенным образом подготовить край одного листа. Затем этот край подсовывается под фланец другого и приваривается.
Особенностью такого соединения является то, что со стороны создается впечатление, будто это непрерывный лист, а все выпуклости остаются на внутренней стороне. Для герметизации стыка края листов иногда свариваются с обеих сторон.
Чем сложнее стык, тем труднее с ним работать. Так, при соединении внахлест и с пазом обычно возникает несколько проблем:
- Для обеспечения герметичности соединения необходимо делать 2 сварочных шва, что усложняет работу.
- Двойной объем сварочных работ приводит к выделению избыточного количества тепла, которое может повлиять на структуру металла и форму листа.
Сравнение цен актуально на 23.03.2023
Получите скидку на летние шины до 15% от средней рыночной цены 2023 года!
Мы сравнили цены в ряде магазинов шин и дисков и предлагаем вам лучшую цену
Выбирайте свой комплект шин и экономьте уже сегодня!
Перейти к акциям
Чтобы избежать возможных деформаций, сварку нужно будет осуществлять очень медленно, по специально разработанной для этого случая технологии и с применением особого оборудования. В итоге трудоемкость соединения внахлест сильно превысит объем работы при других методиках, поэтому можно сказать, что преимуществ здесь никаких, кроме простоты его выполнения для неопытных новичков.
Опытные слесари стараются избегать таких соединений, за исключением случаев, когда требуется воссоздать заводскую схему или же просто нет возможности сделать сварку встык.
К слову, последнее обычно применяют даже в случаях, когда нужно наложить металлическую заплату или же ремонтную вставку.
Сварка кузова автомобиля или какой вид сварки выбрать
Какой сваркой варить кузов авто»>Легковое авто – средство передвижения, необходимое для решения множественных задач. Кузов автомобиля – уязвимая составляющая его конструкции, со временем притягивающая к себе неисправности. Так, периодически образуется необходимость варить кузов (по сроку амортизации автомобиля, либо после ДТП). Прежде, чем приступить к работе, понадобится разобраться, какая сварка кузова автомобиля предпочтительнее и какой способ и оборудование выбрать?
Виды сварки для кузовного ремонта
Для сварочных работ при ремонте кузова легкового автомобиля чаще всего применяют следующие виды сварки:
- углекислотный полуавтомат;
- сварка инвертором.
Инверторная сварка требует большой точности и аккуратности в работе, а также отсутствует возможность работать с металлом толще 3 миллиметров.
https://youtube.com/watch?v=IooBqSZH83Q
Если в качестве альтернативы двуокиси углерода применять аргон, то можно варить даже цветные металлы, включая алюминий, нержавеющую сталь и др. Однако, в таком случае понадобится использовать присадочную проволоку из соответствующего обрабатываемой поверхности металла. Так, если варить алюминиевый лист рассматриваемой части авто, то припой должен будет содержать алюминий.
Починить кузов легкового автомобиля полуавтоматической сваркой достаточно сложно, но вполне возможно, если знать некоторые специфические шаги, алгоритмы действий, придерживаться советов и наставлений опытных профессионалов. Кузов автомобиля — ответственная составляющая, являющаяся основой. Какой должна быть подготовка? Данный вопрос должен интересовать каждого сварщика, желающего починить свой личный транспорт.
Подготовка оборудования и ремонт
Перед сваркой авто должна в обязательном порядке идти надлежащая подготовка. Ниже приведен порядок подготовки сварочного оборудования, представляющего собой углекислотный полуавтомат, а также сама работа по ремонту металлического листа.
Порядок действий
- Сначала питающая сеть проверяется на нагрузочную способность. Это необходимо выполнять из-за того, что полуавтомат представляет собой достаточно мощный электроприбор, удовлетворить требования по мощности которого не каждой сети под силу.
- Следующим образом полуавтомат понадобится оснастить присадочной проволокой, для чего надо будет снять сопло горелки, а затем – отвинтить медный наконечник газовой грелки, используя ключ.
- Далее применяется прижимной ролик с проволокой, производится установка нужной полярности рабочего тока. К примеру, при флюсовой сварке «плюс» устанавливается на зажим, а «минус» — на горелке. При использовании обыкновенной проволоки применяется обратная полярность.
- Теперь конец проволоки заводится на 20 сантиметров в подающий канал оборудования, удерживая припой от осыпания, подводится прижимной ролик. Проволока должна обязательном попасть в канавку на ведущем ролике.
- На проволоку надевается нужный медный наконечник, закручивается и устанавливается газовое сопло.
- Подключается углекислый газ, для чего понадобится установить редуктор на газовый баллон с углекислотой, а затем соединить посредством шланга редуктор и полуавтомат.










Исключительно по окончании выполнения всех вышеописанных процедур полуавтомат может быть подключен к сети, нажата клавиша на рукояти газовой горелки. Сначала подается газ, а уже после неё производится подача проволоки и тока.
Сварочные работы
- При необходимости вырезается требуемый участок металла.
- Отрезок накладывается на поврежденное место, края зачищаются посредством наждачной бумаги.
- Диаметр присадочного материала должен соответствовать толщине обрабатываемой детали.
https://youtube.com/watch?v=OvpbnoHZlSM
- При проведении сварочных работ обязательно применять защитную маску, а также спецодежду. Какой сварочный процесс обходится без средств индивидуальной защиты?
- Полезно помнить, что кузов должен провариваться весь, кроме передней части, поскольку именно она берет на себя минимальную нагрузку.
- Пол автомобиля можно варить с обеих сторон, при этом швы следует обрабатывать специальной грунтовкой.
Электроды для сварки
Если к эстетической стороне сварного шва не предъявляется особых требований или он будет находиться в незаметном месте, то сварка авто электродами будет целесообразна. Для того, чтобы создать прочное соединение, необходимо правильно осуществить выбор электродов. Это в основном зависит от материала автомобиля.
Можно ли варить авто электродами? Если для сварки используется обычная ручная дуговая сварка или инвертор, то применение электродов становится необходимостью.
Электроды для сварки автомобильного железа находятся в продаже в широком ассортименте. При сварке в домашних условиях можно порекомендовать электроды АНО. Они хорошо сочетаются с любым типом инверторов, обеспечивают быстрый розжиг дуги, с ними удобно работать во всех положениях.

Для бытовой сварки также неплохо подойдут электроды типа МР-3. Они универсальны и просты в использовании.

Высокое качества шва даст применение электродов марки УОНИ. Однако для работы с ними желательно иметь опыт, как варить электродами машину. Однако это является оправданным, поскольку шов, сваренный с помощью этих электродов, будет отличаться повышенной вязкостью к ударным нагрузкам, что для автомобиля является крайне важным.
Для ремонта автомобиля не рекомендуется приобретать электроды типа ОЗЧ, поскольку их основное назначение – сварка чугуна.

Выбор электродов также зависит от типа свариваемого материала. Например, для нержавейки подойдут электроды марки НЖ-13.
При приобретении электродов необходимо обращать внимание на их маркировку. Она укажет на то, в каком положении может производиться сварка с их использованием. Например, могут быть исключены вертикальное или потолочное положения
Например, могут быть исключены вертикальное или потолочное положения.
Сварка автомобиля электродами не требует освоения особых навыков и не вызывает трудностей при наличии предыдущего опыта. Дуговой сваркой происходит скрепление металлических деталей, имеющих толщину 0,2-4 миллиметра. К ним относятся части кузова автомобиля.
Для того, чтобы получить качественный результат после дуговой сварки необходимо, чтобы дуга горела непрерывно. Если выбрать электроды диаметром 4-5 миллиметров, то дуга будет гаснуть. Это объясняется тем, что тонкие поверхности сваривают током небольшой величины – 10-75 Ампер.
Для тонких металлов, из которых состоят детали кузова автомобиля, следует использовать электроды небольшого диаметра – 0,5-3 миллиметра в зависимости от толщины детали. При сварке тонкими электродами лучше использовать два способа – встык и внахлест. При сваривании тонких металлов отпадает необходимость скоса кромок.
Если применяются электроды с основной обмазкой, то обязательным является использование постоянного тока. Для других видов покрытия подойдет, как постоянный, так и переменный ток.
Для исключения прожогов электрод во время сварочного процесса необходимо держать под углом 45 градусов. Двигаться лучше углом вперед. Расстояние от поверхности не должно быть слишком большим. Необходимым является правильное хранение электродов. Это гарантирует сохранение его основных свойств, длительность срока деятельности, получение качественного шва.
Если электроды все же отсырели, то исправить ситуацию поможет их просушка, которое удобно делать в предназначенной для этого электрической сушильной печке.

После прохождения обработки в этом оборудовании электроды вновь приобретут свои эксплуатационные характеристики. Такую печь также можно использовать в качестве пенала для хранения.
Для домашнего использования следует приобретать не стационарную печь, а переносную, или иначе мобильную. Они обладают удобной ручкой для переноса. Удобным является наличие выдвижных полок, на которые укладываются электроды. Печь имеет регулировку температуры.
Вместимость камеры печи имеет ограничение, на что надо обращать внимание при закупке электродов впрок. Переносная печь может обладать функцией только сушки, но не прокаливания. Для каждого вида электродов следует выставлять свой режим – время и температуру
Для каждого вида электродов следует выставлять свой режим – время и температуру.
Неотвратимость процессов ржавления кузова
Автопроизводители постоянно повышают качество своей продукции. Автомобили оснащаются силовыми установками и трансмиссиями, способными отработать значительный срок без проведения капитального ремонта.
Но есть и составляющие, которые даже при самых современных технологиях могут очень быстро получить повреждения. К таким частям можно отнести кузов.
Несущая часть авто постоянно подвергается негативному воздействию окружающей среды. Влага, химические средства, резкие перепады температур становятся причиной возникновения коррозионных процессов, которые, если не принимать мер, могут нанести существенный ущерб кузову, и сделать его практически непригодным для использования.

Cварка автомобиля инвертором: можно ли инвертором варить кузов машины?

Очень часто, приобретая подержанный автомобиль, покупатели сталкиваются с различными проблемами состояния кузова
Перед сделкой необходимо уделить большое внимание даже самым незначительным нюансам, потому что они практически всегда оказывают сильнейшее влияние в будущем
При покупке подержанной машины большинство людей уделяют должное внимание только техническим характеристикам, внешнему вида, количеству лошадиных сил и т.д. Но как не странно, кузов автомобиля практически не проверяют, а всего лишь бегло осматривают его с внешней части
Стоит сказать, что внутренняя часть кузова не всегда находится в таком же состоянии, как внешняя.
Большинство экспертов говорит нам о том, что практически все модели отечественного автомобильного производства исправно сохраняют первоначальное состояние кузова в течении десяти лет эксплуатации. Иномарки в этом плане выигрывают у наших машин, их кузов может «держать» заводское состояние в течение пятнадцати лет.











Сварочные работы для кузова автомобиля
Ни один производитель не может предложить своим покупателям автомобиль с цельнолитым кузовом. На заводах по производству авто изготовляются отдельные жестяные детали, которые впоследствии соединяют в единую конструкцию путем сварки.
Крупные бренды обзаводятся для этого автоматизированными сборочными линиями и узкоспециализированными роботами.
Типичный метод выполнения сварных соединений на металле не подходит для сварки автомобилей, так как имеет ряд минусов.
К примеру:
- малоопытным сварщикам сложно выполнить укладку самого шва;
- при работе требуется учесть риск ведения металла ввиду его сильного локального нагрева, ведущего к неравномерному температурному расширению и деформации;
- высокий расход сопутствующих материалов: сварных электродов, проволоки и т.п.
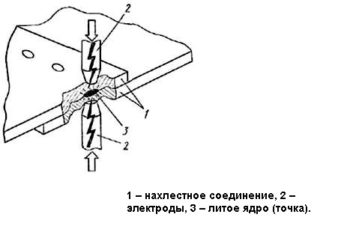 Схема точечной сварки.
Схема точечной сварки.
Автозаводы и СТО применяют иные технологии при сборке авто, способные при необходимости устранить дефект на его кузове, отреставрировать поврежденную деталь транспортного средства:
- стандартная электросварка;
- точечная сварка для кузова, рамы и другие детали грузовых и легковых автомобилей;
- лазерная технология выполнения сварных работ;
- применение инвертора для тонкого металла;
- холодная сварка для глушителя, бензобака, двигателя и других деталей авто из тонких металлов.
Какой сваркой варят кузов авто на заводах?
Автозаводы применяют преимущественно точечную сварку кузовов транспортных средств, позволяющую достичь следующих целей:
- свести к минимальному значению расход сопутствующих материалов;
- повысить точность позиционирования деталей в автоматизированном поточном производстве;
- устранить негативное влияние местного температурного расширения.
Суть технологии заключается в следующем:
- две детали выставляются согласно необходимой позиции относительно друг друга;
- будущую сварную точку сжимают двумя неплавящимися электродами, через которые проходит ток высокой мощности;
- два слоя металла в месте контакта крепко спаиваются друг с другом.
Особенностью технологии считается тот факт, что в процессе сварки не происходит образования сварного шва, не теряется геометрия деталей, но появляется возможность для пружинной деформации.
Все это, в целом, повышает эксплуатационный период конструкции, а также снижает негативное влияние внешних факторов на нее в дальнейшем.
После проведения сварных работ кузов авто окрашивают полностью, что повышает прочность швов и придает конструкции эстетический вид. Также на автозаводах активно применяется лазерная сварка кузова автомобиля, при которой термическую, электрическую или химическую энергию преобразуют в лазерный луч.
Технология полностью автоматизирована, но сопровождается высокой энергопотерей, что позволяет создавать высококачественные сварные швы, стойкие к разному воздействию извне. Выполнить сварку кузова автомобиля своими руками без большого опыта в подобных вопросах может быть затруднительно.
Как варят машину на СТО: инверторная, холодная сварка
Станции технического обслуживания транспортных средств, где применяются аналогичные заводским технологии сварки, в последние годы встречаются все реже.
Проблематика вопроса заключается в том, что точечная сварка требует не только соответствующего оборудования, но и применения большого числа разнообразных сопутствующих материалов.
По этой причине, при выполнении сварочных работ автомобилей, в автосервисе предпочтение отдают иным методам соединения металлических элементов. Так, своевременно устранить коррозийные повреждения, заменить сгнившие детали поможет инверторная сварка.
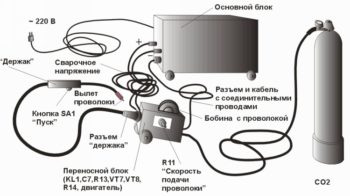 Устройство сварочного полуавтомата.
Устройство сварочного полуавтомата.
Таким оборудованием можно варить металл даже в труднодоступных местах транспортного средства, так как агрегат отличается компактными размерами и легким весом.
Инвертор
Однако при выполнении инверторной сварки с помощью электродов без большого опыта могут получаться неаккуратные швы, поэтому такой ремонт лучше выполнять для багажника или крыльев машины.
Если соединять необходимо тонкие детали из специальных сплавов, варить авто по обычной технологии нельзя.
Она представляет собой особый клей на основе эпоксидной смолы, позволяющий без традиционной сварки заделать отверстия, придать швам прочность, соединить несколько металлических частей воедино. Приобрести подобные средства можно в автомагазинах.
На заметку! Хороший тон фирменных СТО – передача клиентам исправных и чистых транспортных средств. По этой причине завершающим этапом перед передачей автомобиля владельцу является мойка его кузова и чистка салона.
Сварка MIG/MAG
Этот тип сварки стал наиболее популярным в кузовном ремонте. Когда упоминают о сварке полуавтоматом, то имеют ввиду именно этот тип сварки.

MIG (metal inert gas) переводится, как металл с инертным газом, что совершенно не правильно отражает суть сварки. К примеру, так называемая сварка TIG (tungsten inert gas), тоже металл с инертным газом. Но все привыкли так называть этот тип сварки. MAG (metal active gas) – тот же тип сварки, только в качестве защитного газа используется активный газ, который защищает зону сварки от воздуха, а также химически реагирует со свариваемым металлом или растворяется в нём. При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота (N2), водорода (H2). Газ заправляется в баллоны и подключается к сварочному оборудованию.
В процессе сварки MIG/MAG, сварочная проволока непрерывно подаётся в область сварки по мере формирования сварочного шва. Проволока несёт ток и окружена инертным (или активным) защитным газом, который поступает вместе с проволокой. Для MIG сварки обычно применяется смесь 25% — CO2 и 75% аргон. Газ помогает охладить место сварки, а также защищает от окисления, которое происходит, если бы сварка происходила без защитного газа.
Процесс сварки MIG/MAG включает в себя цикл. Когда сварочная проволока касается места сварки, создаётся короткий контур с металлической деталью, которая подключена к массе. Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG/MAG. Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG/MAG.
При сварке оборудованием MIG/MAG, важно обеспечить правильный зазор между свариваемыми панелями. Это относится к соединению металлических листов встык. Если свариваемые листы расположены слишком близко или вплотную, то нагрев неизбежно деформирует листы. В итоге получится неровная поверхность.
Важно, также, отрегулировать поток защитного газа и скорость подачи проволоки. Сила тока выставляется в зависимости от толщины проволоки и скорости её подачи. Всё это нужно научиться настраивать экспериментальным путём. Более подробно о сварке полуавтоматом можно прочитать здесь.
Мнения автовладельцев о сварке кузова автомобиля
Полуавтомат как лучшее решение проблемы
«Очень эффективно проводить сварку с помощью полуавтомата. Если кузовные элементы выполнены из стали, то применять здесь дорогостоящий аргон необязательно, но сварочный шов получается качественнее. Но можно использовать и обычный углекислый газ. Вообще, варить полуавтоматом в 100 раз проще, чем обычной электродной сваркой.
Главное избежать искушения делать сплошной шов. По 5 мм через каждые 5 см. И нужно помнить, что главное в кузовной сварке – это качественно зафиксировать детали перед процессом. Можно наживить их на саморезы, чтобы не придерживать “третьей рукой”».
Обдуманный выбор инструмента
«На заводах обычно применяется контактная сварка. Но для нее требуется большое количество разнообразных электродов. На станциях технического обслуживания, а также на автосервисах поменьше обычно используются полуавтоматы.
Однако это требует усилий по предварительной подготовке поверхностей, а потому разумнее всего применять так называемую сварочную смесь.
Полуавтомат широко используется в быту; ММА, как правило, непригоден. ТИГом пользоваться можно, но это дороже. Кроме того, для ТИГа нужно место, чтобы просунуть горелку. Так что выбирать аппаратуру для сварки стоит, предварительно задумавшись обо всех указанных факторах».
Желание – тысяча возможностей
«Своими силами переварил всю машину: пороги, арки для крыльев, стойки. Все ржавое, прогнившее удалял нещадно, заплаток наложил бессчетное количество. Главное здесь – это не жадничать и удалять сколько-нибудь тронутый коррозией металл. Не “укрепляйте” сталь – не формируйте «слоеных пирогов» из гнилья и свежего железа. Это будут очаги распространения будущей ржавчины».
Сварочные кузовные работы – дело непростое, требующее предварительной подготовки как свариваемых деталей, так и рабочего места. Однако это самый верный способ избавиться от коррозии и подарить автомобилю новую жизнь.
Рекомендации по сварке кузова
Сварочные работы обычно проводят со всеми частями кузова автомобиля, кроме передней, потому что на нее ложатся наименьшие нагрузки. Также не варят крылья и капот. Если же это не так, то в данном случае переваривают места крепления передних лап к поперечной балке. Чаще всего сварке подвергают:
- швы поддона;
- стойки;
- заднюю часть кузова автомобиля.
И наконец, при помощи сварки ликвидируют повреждения, вызванные коррозией.

Для днища важна герметичность, поэтому его сваривают с обеих сторон, аккуратно соблюдая температурный режим
Здесь важно не допустить температурной деформации листового металла и сохранить гомогенность швов.. Заплаты для днища обычно вырезают из листовой стали толщиной 1,5-2 мм
Это оптимальное значение, так как более толстый или тонкий металл создает проблемы при сваривании.
Заплаты для днища обычно вырезают из листовой стали толщиной 1,5-2 мм. Это оптимальное значение, так как более толстый или тонкий металл создает проблемы при сваривании.










Производить резку полуавтоматом можно, но при соблюдении оптимальных режимов, так как в противном случае (например, при перегревании) у металла могут измениться физические характеристики. Чем габаритнее свариваемые детали, тем сложнее с ними работать.
Поэтому ремонтировать, к примеру, днище кузова лучше, если у вас есть помощник. После окончания сварки следует обточить края сваренного элемента, прогрунтовать их и загерметизировать эпоксидкой. На швы также нужно нанести грунтовку.
Осуществляя сварочные работы, придерживайтесь изложенных ниже правил:
Если на заводе (то есть в оригинале) сварка кузова легкового автомобиля производилась точечно, то и переварку нужно осуществлять таким же методом. Точки при этом должны отстоять друг от друга не менее чем на 30 мм, иначе возможны термические коробления формы детали.
Перед тем как начинать точечную сварку, испытайте образец листового металла, из которого выполнена деталь, на расслоение
Важно при этом использовать то же самое оборудование, с помощью которого вы собираетесь проводить сварочные работы. Альтернативой точечной сварке является пробочный шов.
Если выбор сделан в пользу точечной сварки, то длина электродов не должна быть больше 300 мм.
Точечная сварка деталей кузова автомобиля всегда должна быть двусторонней.
Недопустимыми при кузовных работах являются сварка методом твердого припоя, а также газовая
Исключениями здесь являются случаи, когда такие виды сварки осуществлялись в оригинале (при производстве кузова автомобиля).
Для обеспечения прочности соединения при сваривании трех и более металлических листов нужно применять пробочную сварку в инертном газе.
Пробочная сварка деталей кузова автомобиля в инертном газе обычно применяется в тех случаях, когда в связи с затруднениями доступа к месту соединения невозможно задействовать точечный метод. Если же при переварке происходит замена шва (с заводского точечного на пробочный), то нужно сначала высверлить 8-миллиметровые отверстия (иногда их называют отверстиями разметки) и только потом выполнять сварочные работы в инертном газе. Количество высверленных точек должно точно соответствовать количеству точек заводского шва.
Делая пробочный шов, недопустимо оставлять новые высверленные отверстия незаполненными.
Углекислотный полуавтомат прекрасно справляется не только с кузовным ремонтом. С его помощью можно чинить и глушитель, и даже двигатель авто. Правда, для сварочных работ на двигателе нужно использовать аргон, так как большинство деталей силового агрегата выполнены из чугуна, нержавейки, алюминиевого сплава и обычной углеродистой стали. Глушитель же ремонтируется путем наложения заплат.
Выбор оборудования для сварки
Специалисты сварочного дела высказывают мнение, что сварку кузова предпочтительнее всего осуществлять с помощью углекислотного полуавтомата с использованием проволоки в качестве расходного материала. И поскольку кузовные детали авто выполняются из тонкого листового проката, то для сварки лучше применять инвертор.
И вот почему:
- качественный шов на тонком листе с помощью электрода не создать;
- держатель (с электродом) имеет достаточно большие габаритные размеры, что существенно усложняет или даже делает невозможным сварку в труднодоступных местах;
- сварочный аппарат переменного тока выдает слишком большую мощность, а потому вероятность прожечь электродом металл насквозь весьма высока.
Рекомендуемые товары
Для сварки с помощью электродов критичным фактором является толщина свариваемых деталей (или листовых элементов). Так что для ремонта кузова автомобиля (где листы меньше 1 мм толщиной) электродная сварка не подходит. Но ее вполне можно использовать для починки более массивных деталей, например треснувшей рамы.
Углекислотный полуавтомат, а также инвертор имеют характерные специфические особенности, которые нужно учитывать при сварке кузовных деталей. Однако многие затруднения и проблемы в этом деле могут компенсироваться уровнем профессионализма и навыков оператора.
Также имеет значение правильная организация труда и, в частности, рабочего места, а именно эргономичность расположения оборудования и инструментов, а также качество освещения. Кроме того, осуществлять сварочные работы будет намного сподручнее, если у вас есть помощник.
Сварка авто своими руками – ремонт днища
Одним из видов кузовного ремонта является также сварка днища автомобиля своими руками, обычно проводимая при необходимости восстановления целостности поврежденных элементов. Берясь за проведение сварочных работ днища кузова, следует учитывать, что кроме ровных и достаточно четких швов в месте, необходимо еще тщательное соблюдение температурного режима, который способствует сохранению определенной структуры шва и нейтрализует возможное вредное для металла днища воздействие сварочного аппарата, расположенного рядом с местом ремонта.
Выбирая металл для изготовления заплаты для днища, необходимо помнить, что чересчур тонкий лист будет ненадежным, а слишком толстый материал может относительно плохо поддаваться обработке. Как правило, для проведения ремонта днища автомобиля следует использовать металл толщиной от 1,5 до 2 мм. Резка металла электросваркой должна выполняться с соблюдением оптимальных режимов, для того чтобы избежать ухудшения технологических качеств материала.
Сварку днища лучше выполнять вдвоем. Дело в том, что слой металла должен располагаться равномерно, а одному работающему проконтролировать это почти невозможно, так как высока вероятность некачественной сварки. После сварки края латки надо обточить и обработать грунтом или эпоксидной смолой для обеспечения герметичности и надежной защиты места стыка.
В процессе эксплуатации существует вероятность деформирования днища. Вмятины на нем не портят внешнего вида автомобиля, однако именно там больше всего скапливается грязи и образуется коррозия. Самым простым способом избавления от вмятин является простукивание днища киянкой. Это следует делать равномерно, начиная от середины деформированного участка с постепенным плавным переходом на его краям.
Ремонт днища автомобиля, как и его техническое обслуживание, предполагают соблюдения техники безопасности, в силу того, что большинство материалов, использующихся при выполнении работ, в той или иной мере огнеопасны. Ремонт днища и стоимость электросварки своими силами конечно обойдутся намного дешевле, но если у вас возникают вопросы, как научиться правильно варить электросваркой, а также сомнения в своих способностях, то лучше будет обратиться к специалистам по кузовному ремонту.
Выбор оборудования для аргонно-дуговой сварки зависит от типа сваривания.
Сварка металлов может быть абсолютно безвредной для здоровья. Интересный материал в статье по https://elsvarkin.ru/texnologiya/vodorodno-kislorodnaya-svarka/ ссылке.





