Восстановление блока цилиндров гильзами ремонтного размера
При значительном повреждении рабочей поверхности гильзы, или необходимости восстановления БЦ с гильзами крайнего размера ремонтного, гильзы можно заменить. Они просто растачиваются до полного их удаления.

Новым гильзам необходимо иметь наружный диаметр на 0,05 – 0,07 мм. больше посадочного места в блоке и упорный выступ вверху. Такой натяг и нанесение герметика вверху и внизу гильзы при её установке, не даёт охлаждающей жидкости просочиться в цилиндр и поддон.
Так же посадка гильзы с натягом обеспечивает хороший отвод тепла от её стенок к алюминиевому блоку. Но при посадке чугунной гильзы в алюминиевый блок с таким натягом нельзя применять запрессовку.Дело в том, что чугун гильзы твёрже алюминия блока и при прессовании легко образует задиры. В районе задира стенка гильза не прилегает своей поверхностью к посадочному месту. В этом месте не будет отводиться тепло и может возникнуть местный перегрев. Кроме того, при расточке и хонинговании гильзы после её запрессовки, стенка гильза в месте не прилегания к посадочному месту будет «дышать», ухудшая точность обработки рабочей поверхности. Выход из этой ситуации, установка «от руки» гильзы, охлаждённой в жидком азоте в нагретый блок цилиндров.
Преимуществами алюминиевых блоков цилиндров с сухими гильзами
Преимуществами алюминиевых БЦ (блоков цилиндров) с сухими гильзами являются меньший вес мотора с таким блоком, его более быстрый прогрев и меньший объём антифриза, требующийся для нормального охлаждения, по сравнению с моторами на основе чугунного БЦ.

Однако разница коэффициентов расширения алюминиевого поршня и чугунной гильзы при нагреве во время работы мотора никуда не делась. Из-за этой разницы, промежуток промеж цилиндра и поршня нельзя уменьшить менее 0,025 – 0,04 мм. По причине постоянного изменения зазора (при запуске холодного мотора, зазор больше, а после нагрева до рабочей температуры, уменьшается), скорость износа поршневой группы не отвечала современным требованиям. Как следствие, повышенный угар масла, мешающий выполнять современные нормы экологии двигателем.
Изготовление поршня из алюминия покрытого железом
Что бы как можно больше уменьшить промежуток промеж цилиндра и поршня, нужно делать их из металла с одинаковым тепловым расширением, т.е. из алюминия.

Но алюминий по алюминию работать не может. Из-за его низкой твёрдости, при работе алюминиевого поршня по алюминиевому цилиндру, происходят задиры вплоть до заклинивания.Фирма Mahle решила эту проблему, покрыв алюминиевый поршень тонким слоем (порядка 0,03 мм.) железа.

Такой поршень нормально работает по алюминию цилиндра. Поскольку расширение алюминиевых поршня и цилиндра одинаковы, стало возможным сделать зазор между ними не более 0,02 мм. Для повышения износостойкости цилиндров, в алюминиевом сплаве БЦ увеличили содержание кремния более 18%.

При изготовлении такого блока после расточки цилиндров, применяется химическое травление их стенок, для оголения кристаллов кремния на их поверхности. Такое покрытие производитель назвал Silumal.
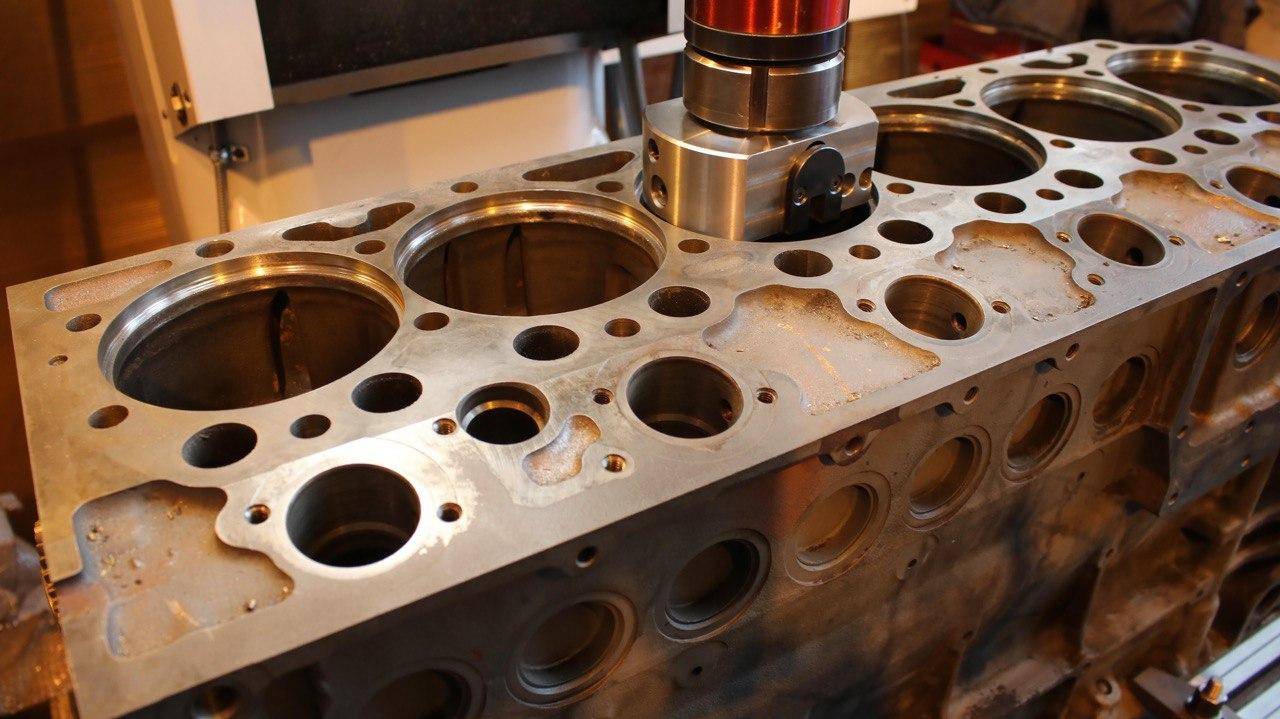
Расточка и хонингование алюминевых блоков Silumal
Ремонт таких блоков цилиндров производится так же, как и чугунных, расточкой до ремонтного размера и последующим хонингованием.

Однако хонингование алюминиевых блоков сильно отличается от чугунных. Обработка обычно делается в три приёма. При этом применяются бруски с разными размерами абразива.

От самого крупного к самому мелкому. Абразивные частицы таких брусков содержат карбид кремния, т.к. при хонинговании нужно резать не только мягкий алюминий, но и очень твёрдый кремний. Так же состав покрытия брусков хон-головки не позволяет прилипать к ним алюминиевой стружке, которая может стать причиной основательных задиров на стенке цилиндра. После хонингования нужна ещё одна операция.

Надо оголить кристаллы кремния. Вместо химического травления, при ремонте применяют полировку специальной силиконовой пастой с содержанием небольшого количества кремния. При этом снимается тонкий слой алюминия (0,001мм.), а кристаллы кремния на стенках цилиндра не затрагиваются.Все самое интересное и актуальное Вы можете узнать на нашем сайте quality21.
Понятие гильзы
Для начала автолюбителей следует познакомить с таким элементом как гильза цилиндра. По своей сути это съёмная вставка (втулка), которая устанавливается в блок цилиндров. Так можно сказать, что задачей гильзы является выполнение функций стенки блока, поскольку внутри неё будет перемещаться поршень по завершению ремонта.
Объём используемой гильзы напрямую влияет рабочий объём применяемых цилиндров. Процесс, в котором гильзу устанавливают в цилиндр, называют гильзованием либо же гильзовкой блока.
Процесс установки является достаточно сложным. Здесь нельзя просто взять гильзу, вставить её внутрь блока, и собрать всё обратно. Предварительно необходима подготовка. В ходе работ используют специальное оборудование.
Используемые при проведении капитального ремонта гильзы делят на 2 категории. Это мокрые и сухие элементы. Сухие не контактируют с жидкостью охлаждения. Мокрый тип устроен так, что одной из своих сторон контактирует с ОЖ. В них предусмотрены дополнительные уплотнительные прокладки, которые не дают возможности антифризу проникнуть в цилиндры. Параллельно они блокируют прорывы газов, образующихся в цилиндрах, в систему охлаждения.

Если говорить о ремонте, то тут преимущество на стороне мокрых гильз. Выбирая гильзы или втулки, к ним следует предъявить ряд основных требований. Они должны быть:
- устойчивыми к коррозии;
- стойкими в плане механических нагрузок;
- устойчивыми в отношении температурных нагрузок;
- изготовленными из высокопрочных материалов.
Если это гильзы, где предусмотрены дополнительные уплотнители, тогда важно учитывать также и место соприкосновения блока со втулкой. Не стоит забывать о форме и толщине стенок изделия
При необходимости специалисты учитывают отсутствие или же наличие допуска для проведения дополнительной расточки уже самой гильзы после проведения монтажных работ. То есть втулку (гильзу) могут установить в блок, а затем расточить до требуемых параметров, соответствующих размерам поршня.
Технология сваривания
Теперь подробно о том, как заваривать трещину своими руками. В месте повреждения выпрессовываются детали. Обнаруживают дефект после гидроиспытаний, трещина для удобства помечается густым меловым раствором. По концам высверливаются отверстия по 5 мм.
Для сварки чугунного блока понадобится:
- сварочный аппарат с регулятором силы тока или инвертор;
- 2–3 электрода, лучше приобрести универсальные Zeller 855;
- инструмент для заделки фаски;
- щетка и молоток для зачистки шва и удаления окалины.
Заваривать трещину необходимо по следующей технологии:
Место шва до блеска зачищается, обезжиривается. С обеих сторон от кромок наносится флюс, защищающий чугун от разогрева. Зона ремонта разогревается газовой горелкой равномерно и постепенно, направление движения – вдоль трещины. Шов формируется небольшими участками, длиной до 15 см за проход. Образовавшийся шов минут пять разогревают, чтобы металл остывал медленно









При резком охлаждении он станет хрупким, не выдержит рабочей нагрузки
Окалина осторожно сбивается, соединение после визуального осмотра хорошо зачищается, особенно если место скола соприкасается с другими деталями.. Когда на блоке двигателя обнаружен дефект, не торопитесь его менять
Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя
Когда на блоке двигателя обнаружен дефект, не торопитесь его менять. Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя.
Как гильзуют блок цилиндров
Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
В других случаях, когда речь идет о «сухой» гильзе для негильзованного блока, задача усложняется. В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
Для запрессовки втулки сначала осуществляется расточка цилиндров, во время которой специалист добивается создания правильной геометрии посадочных гнезд под гильзы. Даже малейшие отклонения от нормы недопустимы, так как, например, эллипс в гнезде после установки проявится и на поверхности самой гильзы. Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
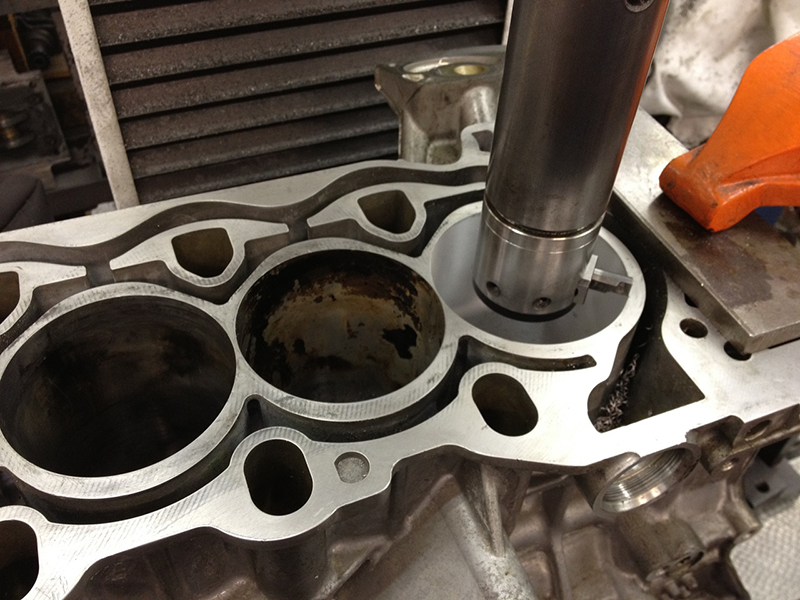
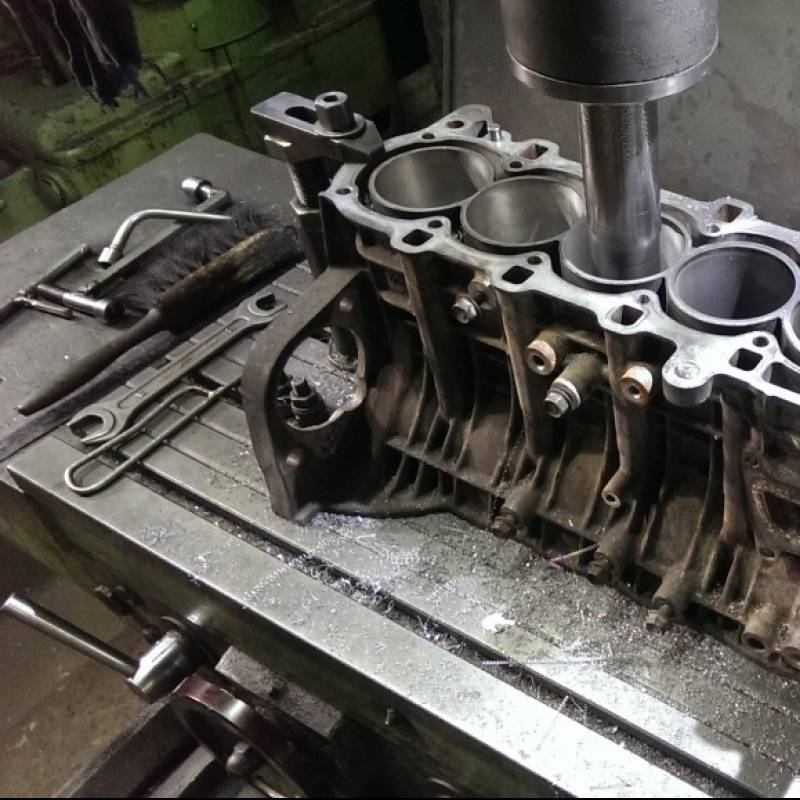
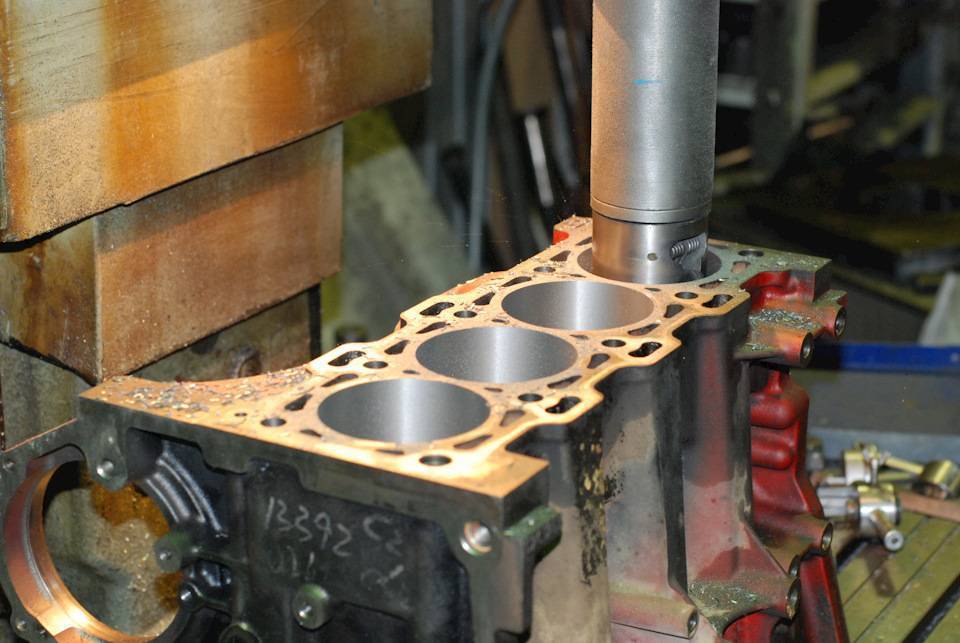
Сам процесс так называемого горячего гильзования блока цилиндров, который предполагает установку «сухой» гильзы, осуществляется следующим образом:
- блок цилиндров нагревается до температуры около 150 градусов по Цельсию;
- гильза перед установкой охлаждается в жидком азоте;
- затем гильзу обрабатывают специальным средством, которое не позволяет образовываться конденсату во время установки холодной втулки в горячий блок;
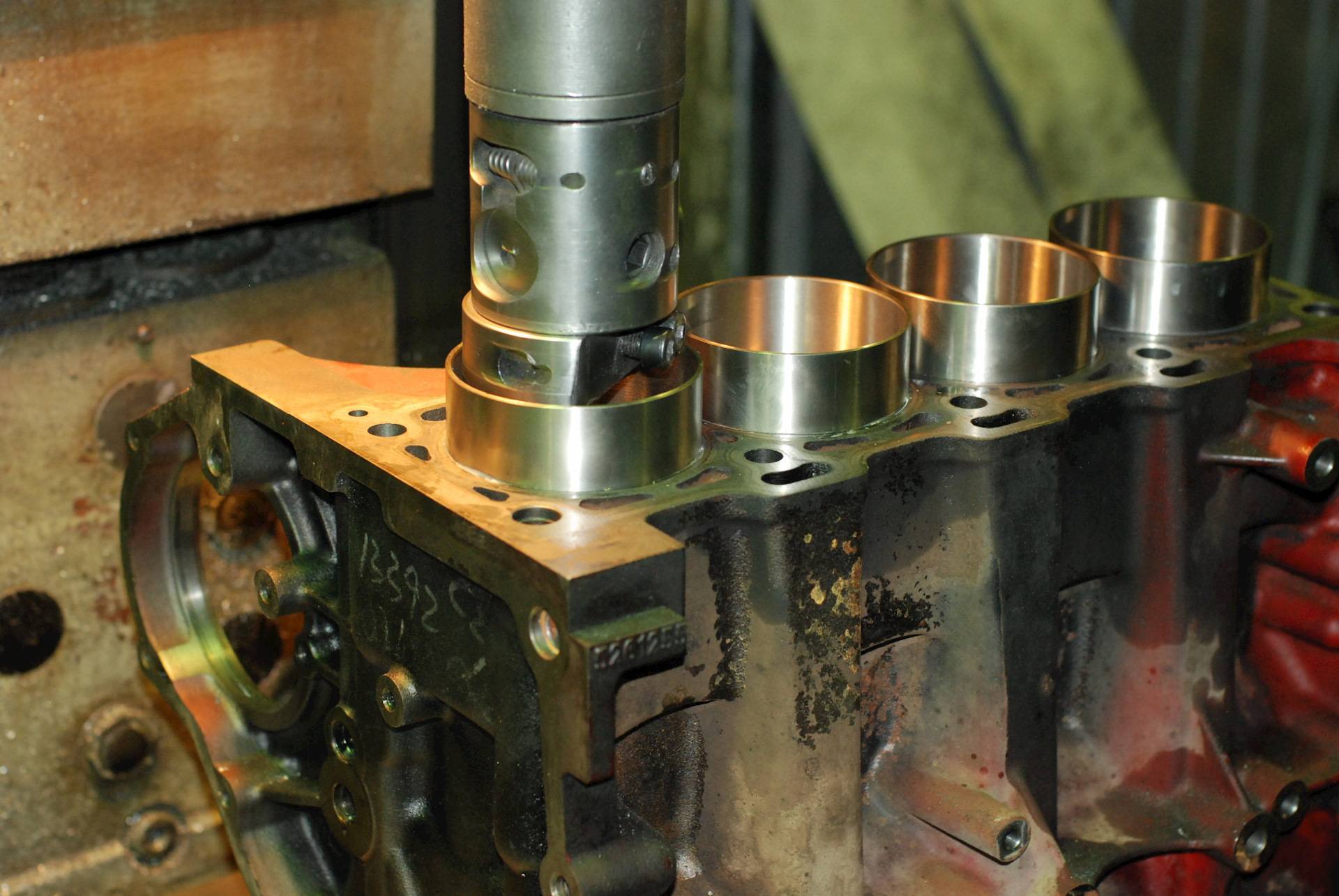
- далее втулку вставляют в посадочное гнездо;
Такой способ гильзовки блока считается оптимальным по качеству, так как удается достичь плотной посадки и необходимого натяга в том месте, где гильза соприкасается с блоком. Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Добавим, что в определенных ситуациях, например, когда алюминиевый блок не растачивается перед установкой втулок, гильзы монтируют при помощи запрессовки. Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.
https://youtube.com/watch?v=elDOkGrSIJk
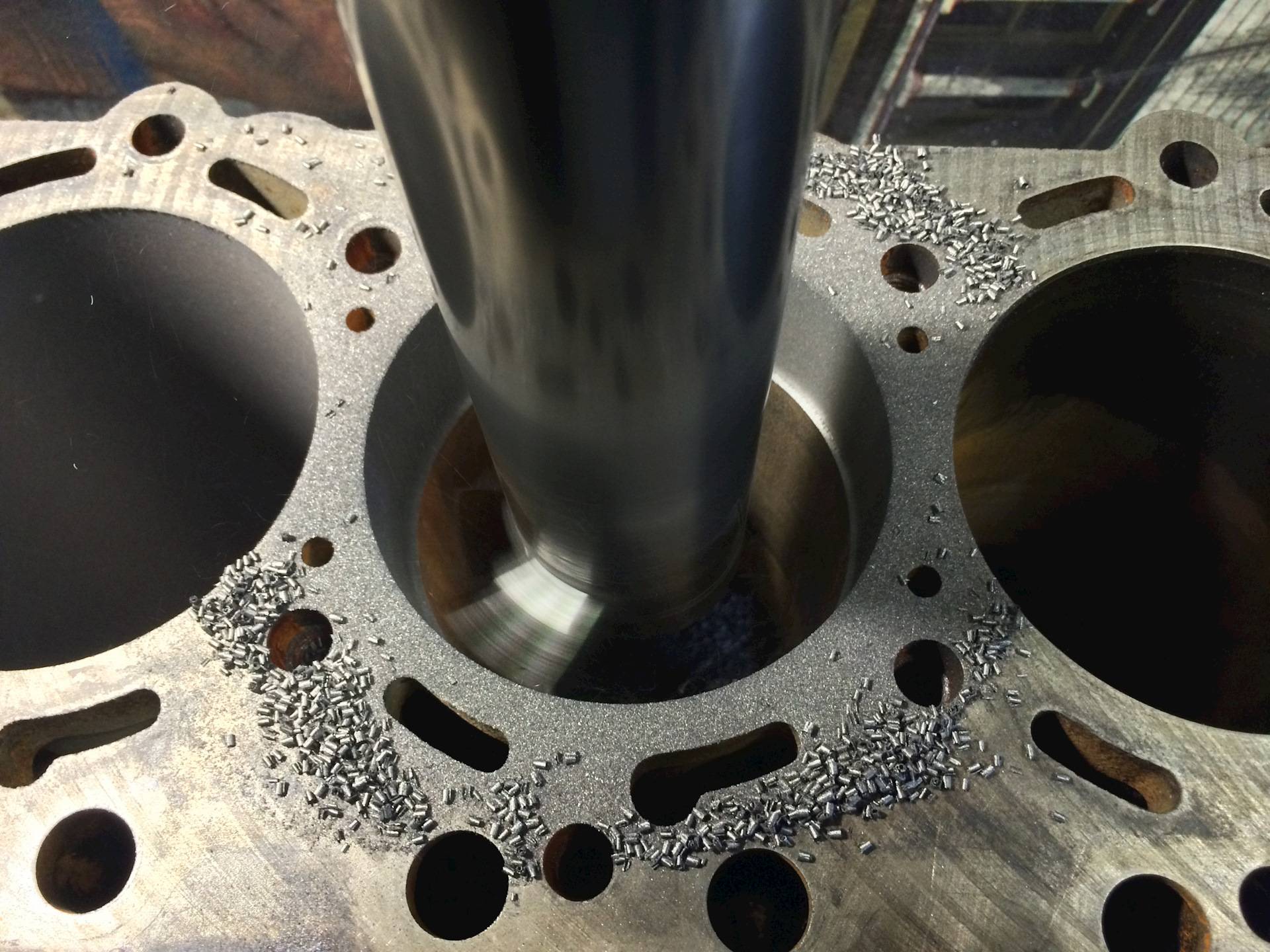
Как растачивается блок цилиндров
Нельзя назвать расточку двигателя и восстановление нужного зазора между стенками цилиндра и поршнями легкой операцией, но сделать ее возможно. Образование зазора происходит самостоятельно после выполнения работ на вертикально-расточном станке
Здесь важно умение мастера, выполняющего работу, и оборудование, на котором она совершается. С точки зрения технологии такая операция выполнима и не очень проблематична
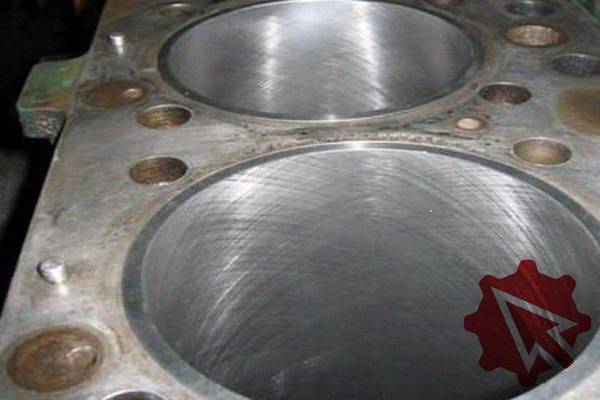
Больших затрат сил и времени требует восстановление первоначальной формы цилиндра. Это происходит из-за того, что нельзя предугадать, в каком месте будет выработана внутренняя часть цилиндра. Чтоб мастер мог определить необходимость работы над протачиванием, делается несколько замеров микрометром со стрелочной индикацией.
Расточка блока цилиндров
позволяет исключить эллипсоидность и конусность внутри деталей. Значение, не выходящее за величину 0,01 мм по длине цилиндра, считается нормальным. Для совершения подобной операции необходимо использовать специальные высокоточные расточные станки, точность которых меньше 0,01 мм. Важным фактором успешного выполнения расточки является чистота рабочей поверхности: безупречность ее обработки экономит большое количество времени, в течение которого новые детали притирались бы друг к другу. При некачественной же подготовке оборудования к этой операции возникнут трудности с досрочным износом поршневых колец, увеличатся расходы топлива и масла. Также добавит неудобств повышенное количество металлической пыли и стружки, первоисточником которой станет трение при обкатке двигателя после капитального ремонта и расточки.
Что автолюбители говорят про гильзы цилиндра
- Стоит ли ремонтировать гильзы?
«На улицах городов и по бездорожью катается очень большое количество машин, у которых явно присутствуют проблемы с компрессией. Стоит ли их всех заставлять ремонтировать гильзы цилиндров? Зависит от многих факторов, но главное – от материала самой гильзы».
Требования к гильзованию.
«”Гильзовка” – это весьма опасная в исполнении операция, особенно если изначально не обладать опытом ее проведения. Фактически, гильза – это вкладыш в блоке цилиндров, но подогнанный в гнездо с очень высокой степенью точности с учетом термического расширения блока и самой втулки, а также многих других факторов. При проведении “гильзовки” все детали должны быть идеально чистыми, втулки лучше выбирать из чугуна (он более теплоемкий и твердый).
Качество зеркала втулки отражает его цвет – он должен быть матовым – тогда на поверхности не будет рваться масляная пленка. А вот излишняя зеркальность – признак повышенного износа».
Признаки разрыва гильзы.
«Опыт таких поломок накопился на дизельных моторах д-245 и д-260. Гильзу рвет так, как будто прокладку пробивает. Трещина видна уже при снятии нагара чуть выше верхней мертвой точки и выше верхнего кольца на поршне. Кроме того, снизу гильзы наблюдались выработки – выщерблены».
Сложно ли менять гильзы?
«Имелся опыт замены гильз цилиндров на двигателях японских машин. Проблем не было вообще никаких, но бросались в глаза инновации: один раз изучил подготовленные к установке гильзы, а они изнутри совсем не шлифованные. Вместо этого присутствует какое-то напыление. Потом выяснил, что кобальтовое – оно для того, чтобы кольца эффективнее прирабатывались. Круто! И опять же, не нужно никакой расточки гильз цилиндров. Просто меняем, и все».
Чугунная гильза и стальные кольца.
«Обычно уплотняющие кольца делают из мягкой стали, чтобы они не “сжирали” металл зеркал гильз цилиндров. Плюс к тому – масляная пленка, а чугун крепко удерживает масло на своей поверхности».
Можно сказать, что устройство и назначение гильз цилиндров в данном материале разобраны весьма подробно. Детали эти просто выглядят, но сложны в производстве и замене. А потому процедуру ремонта лучше доверять профессионалам – «пусть пироги печет пирожник и точит сапоги сапожник!».







Гильза — цилиндр
Гильзы цилиндров, устанавливаемые на один двигатель, должны быть номинального размера или расточены и хонингованы до одного общего для всех гильз ремонтного размера.
| Коленчатый вал. |
Гильза цилиндра 37 изготовлена из специальной сталя и рубашка И — из углеродистой стали, напрессованной на наружный диаметр гильзы. Внутренняя поверхность гильзы для повышения износоустойчивости азотирована на глубину 0 35 — 0 6 мм. На наружной боковой поверхности гильзы нарезаны под.
Гильза цилиндра должна быть износостойкой. В результате трения червяка о внутреннюю поверхность гильзы и химического воздействия материалов и продуктов их разложения гильза интенсивно изнашивается.
Гильзы цилиндров насоса сменные.
Гильзы цилиндров тракторных двигателей служат направляющими для возвратно-поступательного движения поршня. Вместе с поршнем и головкой цилиндров они образуют замкнутый объем, в котором осуществляется рабочий цикл двигателя.
Гильзы цилиндров автомобильных и тракторных двигателей являются крупными тонкостенными втулками. Их изготовляют из заготовок, полученных центробежным литьем, литьем в песчаные формы с корковым стержнем и литьем в оболочковые формы. Наиболее часто гильзы обрабатывают по следующему технологическому маршруту: черновое и получистовое растачивание; черновое и получистовое обтачивание; закалка с помощью ТВЧ и отпуск; чистовое растачивание; гидравлическое испытание, предварительное и чистовое хонингование; шлифование поясков и бурта; подрезка торцов и обтачивание наружной поверхности бурта; тонкое хонингование.
| Конструкция гильз цилиндров. |
Гильзу цилиндров устанавливают в блок-картер сверху. Бурт / входит в кольцевую выточку блок-картера. Нижняя часть гильзы размещается в гнезде подвижно, благодаря чему не возникает препятствий изменению ее длины при нагревании и охлаждении. Чтобы предотвратить просачивание воды из рубашки в картер, в канавки гнезда или на гильзе устанавливают уплотняющие кольца 6, изготовленные из специальной резины. В двигателях с воздушным охлаждением каждый цилиндр изготавливается отдельно.
Часто гильзы цилиндров выполняют вставными, что позволяет использовать для рабочих поверхностей цилиндров более износостойкие, хотя и дорогостоящие материалы. Гильзы, непосредственно омываемые охлаждающей жидкостью, называются мокрыми. У неко — торых двигателей в верхнюю наиболее изнашиваемую зону гильзы впрессовывают вставки длиной 50 — 60 мм из износостойкого чугуна ( например, нирезиста), чем значительно увеличивают срок службы гильзы. Внутренняя часть гильзы, которая направляет движение поршня вместе со вставкой, подвергается тщательной обработке резанием, в результате чего образуется поверхность, называемая зеркалом цилиндра. Двигатели, показанные на рис. 6 — 9, имеют мокрые вставные гильзы.
Часто гильзы цилиндров выполняют вставными, что позволяет использовать для рабочих поверхностей цилиндров дорогостоящие более износостойкие материалы. Гильзы, непосредственно омываемые охлаждающей жидкостью, называются мокрыми. У некоторых двигателей в верхнюю, наиболее изнашиваемую зону гильзы впрессовывают вставки длиной 50 — 60 мм из износостойкого чугуна, что значительно увеличивает срок службы гильзы. Внутренняя часть гильзы, которая направляет движение поршня вместе со вставкой, подвергается тщательной обработке резанием, в результате чего образуется поверхность, называемая зеркалом цилиндра. Двигатели, показанные на рис. 4 — 7, имеют мокрые вставные гильзы.
Все гильзы цилиндров в отремонтированном двигателе по внутреннему диаметру должны иметь один и тот же ремонтный размер.
Качество гильз цилиндров часто низкое — эллипсность и конусность превышают 0 10 мм, а 0 03 — 0 05 мм — обычное явление. Следовательно, при наличии таких гильз самые лучшие по прилагаемое в эталонной гильзе кольца покажут повышенный расход масла.
| Среднее значение максимальных. |
Износ гильз цилиндров после пробега до 200 тыс. км для большинства двигателей не превышал 0 1 мм, при этом средний темп изнашивания составил 0 7 жк / 1000 км, что значительно ниже, чем у двигателей ЗИЛ-120, имеющих хромированное верхнее компрессионное кольцо, для которых темп изнашивания гильз цилиндров составляет 4 5 Л1В / 1000 км.
Гильзовка блока цилиндров двигателя.
ГИЛЬЗОВКА БЛОКА ЦИЛИНДРА С ЗАВОДСКИМИ РЕМОНТАМИ, КАК У ШТАТНОГО ДВИГАТЕЛЯ
Гильзовка блока цилиндров практически для всех видов моторов — это операция нестандартная и вынужденная.
Суть данной операции заключается в том, что при отсутствии ремонтных размеров и слишком большом износе блока цилиндров, или при значительном повреждении рабочей поверхности цилиндра — блок растачивается под ремонтную гильзу.
В полученное отверстие с натягом запрессовывается «сухая» гильза. Далее — запрессованная гильза подрезается, растачивается и хонингуется под исходный размер поршня. В итоге получатся блок цилиндров в номинальном размере, который имеет те же заводские ремонты, что и штатный двигатель.
МЫ ОСУЩЕСТВЛЯЕМ ГИЛЬЗОВКУ АЛЮМИНИМЕВЫХ И ЧУГУННЫХ БЛОКОВ ЦИЛИНДРОВ
Существует несколько типов моторов, у которых возможно загильзовать блок цилиндра.
Мы перегильзовываем двигатели чугунных блоков, в которые на заводе изготовителе установлена «сухая» гильза.
В таких моторах гильза вырезается или прессуется полностью, и на ее место устанавливается новая гильза.
Необходимо обратить внимание на то, что перед установкой штатной гильзы на месте старой гильзы — необходимо промерять посадочное место. Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта
Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта.
Алюминиевые блоки цилиндров, в которых с завода установлена стальная гильза, гильзовка происходит без удаления заводской гильзы. Посадочное место под новую гильзу растачивается в старой, а в полученное отверстие запрессовывается новая тонкостенная гильза.







Чугунный блок цилиндров, который не имеет штатной гильзы, подлежит гильзовке в том случае, если у мотора не осталось ремонтных размеров под расточку, или цилиндры имеют сильные механические повреждения.
Гильзовку блока с целью устранения проломов и трещин целесообразно производить в том случае, если трещина не доходит до плоскости головки блока. В противном случае — эффективность ремонта крайне мала. И в этом случае блок цилиндров придется заменить. Суть такого ремонта состоит в дополнительной герметизации посадки гильзы в блоке, чтобы предотвратить попадание охлаждающей жидкости в камеру сгорания, и картер двигателя.
АЛЮМИНИЕВЫЕ БЛОКИ ЦИЛИНДРОВ С ПОКРЫТИЕМ НИКАСИЛ (NICASIL)МЫ ГИЛЬЗУЕМ СТАЛЬНОЙ ГИЛЬЗОЙ ДО РЕСУРСА ЗАВОДСКОГО ДВИГАТЕЛЯ
Это гальваническое покрытие, восстановление которого в нашей стране пока не налажено. Оно широко применяется таким производителем автомобилей, как BMW, а так же производителями моторов для мото- и водной техники. Мы предлагаем гильзовать такие моторы стальной гильзой. Практика показывает, что ресурс отремонтированных двигателей сопоставим с заводским ресурсом.
Когда заходит разговор о гильзовке двигателя, у клиентов часто возникает вопрос качества гильз, и ресурса отремонтированного двигателя.
МЫ ИСПОЛЬЗУЕМ ГИЛЬЗЫ ВЕДУЩИХ ПРОИЗВОДИТЕЛЕЙ — MAHLEKOLBEN и KLBENSCHMIDT (ГЕРМАНИЯ)
Изготовить гильзу из качественного материала гораздо проще и экономически более целесообразно, чем блок цилиндров целиком, поэтому ведущие автопроизводители применяют технологию гильзования в производстве своих моторов, к которым предъявляются повышенные эксплуатационные требования.
Дизельные двигатели Mersedes, и большинство моторов грузовых автомобилей имеют «сухую» или «мокрую» гильзу.
Хотелось бы обратить внимание, что гильзовка блока цилиндров — это крайняя мера и производится в тех случаях, когда встает выбор между покупкой нового двигателя или восстановлением старого. Зачастую эта операция дорогостоящая, и не предусмотрена заводом изготовителем двигателей
Перед тем, как решиться на гильзовку, необходимо оценить экономическую целесообразность такого ремонта.
После гильзовки блока рекомендуется производить шлифовку привалочной плоскости головки блока цилиндров, если это позволяют допуски завода производителя мотора. Такая операция необходима для того, чтобы убрать выступание гильзы после подрезки резцом и устранить микронеровности плоскости блока цилиндров, возникшие в процессе эксплуатации мотора.